
In the Oil Industry, Lasers Make the Cut
WOLFRAM RATH AND FRANK GAEBLER, COHERENT INC.
Cutting or welding heavy metal requires higher laser output power than virtually any other type of materials processing application. In the oil industry, an important heavy metal cutting application is creating the slotted liners used to separate oil from well sediments such as sand and gravel. Traditionally, this was done with diffusion-cooled CO2 slab lasers, but now, kilowatt-class fiber lasers are poised to penetrate this market segment.
Heavy metals, in this context, refer to substrates at least several millimeters in thickness where a multi-kilowatt-class laser competes against conventional sawing and milling, thermal torch cutting and even abrasive waterjets (AWJs). The laser is the cutting tool of choice in many heavy metal applications because of its unique combination of advantages that stem from its small spot size and high power density. These advantages include a small heat-affected zone (HAZ), virtually no part distortion, high quality on both cut edges, small kerf width, the ability to cut sharp corners, fast and easy piercing, and high dimensional accuracy, including the beginning and end of each cut. Moreover, since there is no tool wear with laser processing, these advantages are consistent over time.

Among the advantages lasers bring to the task of creating slotted pipes for the oil industry are fast and easy piercing and high dimensional accuracy. Courtesy of Coherent Inc.
Laser cutting is also a flexible process that lends itself to automation under digital control and programming, for cutting difficult 3D geometries and shapes. In addition, for cutting closed features (e.g., slots and cutouts) that require piercing, the same laser can perform both the piercing and the cutting, maintaining the same kerf width throughout.
In contrast, the thermal torch is a tool with lower edge quality and dimensional accuracy. The saw (and milling tool) is slow and struggles with complex shapes and side profiles, and the performance deteriorates over time. The abrasive waterjet is a slow tool that also presents
an environmental challenge, producing incredible noise and consuming tens of kilograms of garnet dust per hour. The AWJ also lacks the depth control afforded by a focused laser beam; it cannot cut a hole in a tube-wall, for instance, without damage to the opposite wall.
Slotted pipes
Slotted steel pipes, often called slotted liners, are used for oil exploration and production. While high-quality crude oils have low viscosity, many oil fields around the world (e.g., Venezuela, Russia, U.S.) yield heavy oil. This is relatively viscous and typically contains a significant amount of sand and even gravel particulates. The oil industry developed slotted liners to deal with this challenge.
A slotted liner is a steel tube containing many through-slots in its sidewall and is used to line parts of a drilled well (Figure 1). Specifically, it is used throughout the so-called production zone where oil flows through the slots into the pipe and up to the wellhead. In normal well operation, these slots act as a sieve to exclude about 95 percent of the particulates.

Figure 1. Slotted liners used for heavy oil production incorporate thousands of slots cut to specification. Courtesy of Coherent Inc.
Slotted liners are expected to last the lifetime of the well, which can be many years. In order to withstand pressure effects and abrasion over this period, they are typically fabricated from steel tubing with a 10-mm wall thickness. Tube diameter ranges from 20 to 30 cm, and the lengths range from 5 to 12 meters. Fortunately, rusting is not a significant issue in the anoxic environment in an oil well, allowing the use of mild steel.
Long-term successful well production critically depends on having the correct slot dimensions, the optimum number and pattern of slots, and often on the profile of the slots. The slot dimensions are chosen to match the expected particulate sizes; for heavy oils, the widths range from 0.25 mm up to >6 mm, with a typical slot length of 100 mm.
For each pipe, the sheer number of slots per unit length is quite daunting; the industry standard for heavy oil wells is 3 percent of total surface area throughout the production zone. For a 12-meter pipe section, that can translate into up to 10,000 separate slots. The oil industry also requires several different patterns of slots depending on the well specifics, including symmetric, staggered and offset arrangements.
Slotted liners also are used to obtain extra heavy oil (bitumen) from horizontal wells using active extraction techniques such as cyclic steam stimulation (CSS) and steam-assisted gravity drainage (SAGD). In addition, they are used for extracting coalbed methane (CBM) from horizontal wells. The uses for slotted liners go beyond just oil production. Similar tubes are used in some water wells, in geothermal power plants and in test wells. Thus, slotted pipes represent a high-volume market.
CO2 slab lasers
Laser cutting these slots was adopted several years ago as an alternative to saws and milling tools. However, the thickness of the steel and the number of slots dictates the use of several kilowatts of CW laser power in order to achieve an economically competitive process throughput (Figure 2). For many years, there was no simple way to integrate a CW laser that could cost-effectively deliver this performance while also delivering the requisite beam quality for the narrow slots and 24/7 uptime with minimal field maintenance.

Figure 2. The large number of slots requires a multikilowatt laser to achieve target throughput rates. Courtesy of Coherent Inc.
The slab discharge CO2 laser completely changed this situation, providing high beam quality, kilowatts of power in a compact platform, low cost of ownership and 24/7 reliability. Here, the low-pressure laser gas is confined between two narrowly spaced large-area copper electrodes (Figure 3). A stable plasma is then maintained by radio frequency (RF) excitation through these electrodes. The electrodes are water cooled to efficiently cool the laser gas, maximizing laser efficiency.
Within the resonator cavity, the laser light is reflected by parabolic mirrors, before a portion of this radiation is allowed to exit the resonator area through a diamond window. Together with a spatial filter, this arrangement produces a high-quality TEM00 beam with a circular Gaussian profile and an M2 value of 1.2 that is ideal for tight focusing and precision metal cutting. Moreover, this architecture also eliminates the need for a conventional output coupler, which is one of several factors ensuring inherent long-term alignment stability.
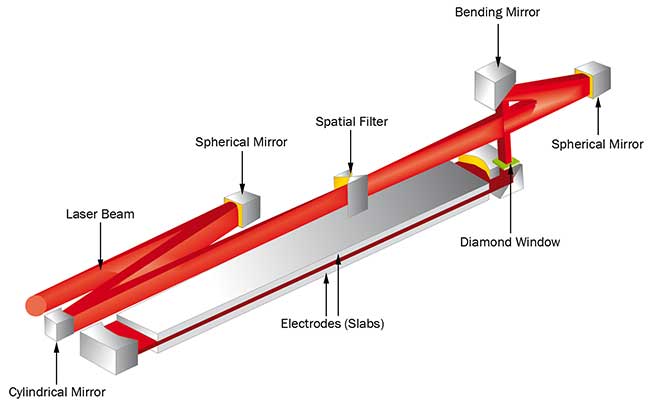
Figure 3. In a slab discharge laser such as the Coherent-Rofin DC 030, the laser gas is RF-excited by two closely spaced flat electrodes. The laser power scales approximately with the area of these electrodes. Courtesy of Coherent Inc.
The slab discharge CO2 laser also provides low cost of ownership, which is vital when competing against low-cost mechanical or thermal methods. This low cost has several contributing factors. First, the laser has low maintenance requirements. For example, the resonator maintains long-term alignment without operator intervention. Second, the laser gas is diffusion-cooled via the copper electrodes, so there is no need for pumps or blowers and other associated moving parts, as used in legacy kilowatt gas lasers. In addition, the slab discharge laser produces power on demand, with minimal energy consumption while in standby mode.
The effective cost of integration is also low because the slab discharge geometry enables a relatively compact laser head in contrast to traditional gas lasers with long plasma tube discharges. Moreover, in lasers like the Coherent-Rofin DC 030, the RF power supply is located within the compact laser head, eliminating the cost and potential reliability challenges of a high-power RF umbilical.
With three kilowatts of output power, the DC 030 laser has proved particularly advantageous in this application where keystone slots are required. With conventional slot profiles, particles can get stuck. Eventually, as the blockages increase, the oil flow can be unacceptably reduced. To eliminate this issue, many wells use slotted liners incorporating keystone slots. The width of these slots is tapered so that the outer width is narrower than the width at the inner tube wall (Figure 4).
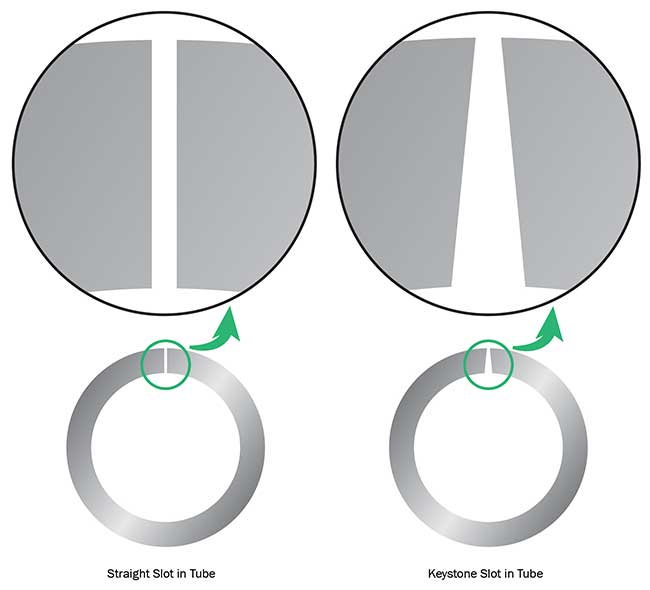
Figure 4. Slots with a keystone cross section are designed to eliminate blocking with trapped particulates. These slots are particularly difficult to create with nonlaser methods. Courtesy of Coherent Inc.
While mechanical tooling can often cut straight slots competitively with lasers, the keystone slots are another matter. Milling tools can only achieve a limited range of tapers, and only for the wider slots. Laser cutting has no such problems.
Furthermore, the slow-flow slab discharge laser can be pulsed at up to 5 kHz with power on demand; pulsed operation is optimum for initial piercing of each slot, which is then cut using CW output. This means the end of each slot is completely regular with no piercing hole anomalies. Plus, the focusability of the high-quality beam from a slab discharge laser delivers high edge quality and minimum HAZ, making it ideal for even the narrowest slots in this application and avoiding the need for post-processing.
Fiber lasers
In recent years, the performance of fiber lasers has been steadily increased, particularly in the area of higher output power. For instance, Coherent now offers fiber lasers with up to 10 kilowatts of output — enough power to cut mild steel with thicknesses up to 30 mm.
This slotted liner application is just one of several heavy metal applications that are at various stages of adoption or evaluation of fiber lasers as alternatives to CO2 and other lasers. (As an experienced vendor of both high-power CO2 and high-power fiber lasers, we are seeing a strong demand for comparative evaluations of these two laser types in our applications development laboratory.) In the past year, we have worked with tool builders in the slotted pipe market to successfully qualify a 2.5-kW fiber laser that delivers similar speed to the 3-kW slab discharge CO2 laser.
Tool builders are looking at high-power fiber lasers because of several factors. The output wavelength is obviously a major difference between the two laser types. Specifically, the CO2 laser produces mid-infrared output at a wavelength of 10.6 µm. This is delivered to the cutting head using free-space optics enclosed in articulated arms. These tubular arms have to be continuously purged to avoid any damage to the mirrors. In contrast, the fiber laser outputs at 1 µm, a wavelength that can be efficiently transmitted through flexible glass fibers enclosed in a protected cable. The use of flexible cable greatly simplifies integration and eliminates any spatial constraints because of articulated beam delivery arms. In addition, the all-solid-state fiber laser offers even lower maintenance than a CO2 laser, as well as much higher electrical efficiency, lowering service costs and electrical costs. The end result is lower cost of ownership and projected lower cost per part. As a result of these advantages, we expect to see increasing adoption of fiber lasers in this application.
Although fiber lasers now dominate the market for laser metal cutting, some applications such as cutting slotted liners still use slab CO2 lasers, as their specific demands have not been satisfied previously by standard fiber laser application techniques. This application highlights the importance and value of working with a vendor with experience and applications support with both technologies in order to select the optimum laser source for each specific application.
Meet the authors
Wolfram Rath is product manager of laser sources at Coherent Inc.; email: [email protected]. Frank Gaebler is director of marketing at Coherent Inc.; email: [email protected].
/Buyers_Guide/Coherent_Inc/c2706
Published: September 2017
Glossary
- gaussian profile
- An intensity distribution (intensity as a function of radial distance from the beam center) which is given by the Gaussian function: where: I0 is the intensity at the beam center r is the radial distance from the beam center ω0 is the radius at which the intensity drops to a value of 1/e², or 13.5%, or its peak value.
Since, in mathematical terms, the intensity of a Gaussian beam never drops completely to zero, it is standard to define the beam radius as the distance from the beam...
Lasersfiber lasersindustrialWolfram RathFrank GaeblerCoherentCO2 lasersGaussian profileFeatures