Excimer laser beam delivery systems are being refined to meet demands of micromachining new medical devices.
Jeffrey P. Sercel, JPSA Laser
Emerging challenges in micromachining include the need to process materials at faster speeds, in a wider range of materials and with greater precision and repeatability, and to micromachine features of increasingly smaller dimensions with ever-tighter tolerances. Many of these applications require tools beyond the capabilities of mechanical micromachining and need lasers to do the job.
Examples of instruments and applications that require cutting-edge technologies include lab-on-a-chip, microfluidics, drug delivery systems, biosensors, cell sorters, cell trapping, gene sequencing, hemocytometers, nozzles, microelectromechanical systems (MEMS) and microfilters, which may call for complex holes, cones, channels and sample chambers. These features may need to be microscopic or uniform in size.
Certain characteristics also may be essential, such as sharply defined features, smooth walls and optically clear surfaces, and high repeatability and economic feasibility may be critical to an application. In one example, laser scribing of glass slides for cell counting replaces manual or mechanical diamond scribing. In another instance, lasers etch patterns on glass biodetection sensors that otherwise would be chemically etched, a much slower method that costs more per piece.
A wider range of materials, from certain glass types to a generic form of Teflon, quartz and fused silica, complicates matters. Some cannot be mechanically machined at all to achieve the required features or tolerances. And, although they can be micromachined using lasers, only short-wavelength excimer UV lasers in the 157- to 193-nm range can be used for some materials (Figure 1).
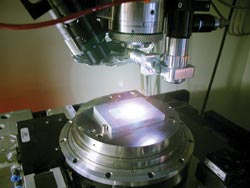
Figure 1. This UV excimer laser makes complex holes, cones and channels in instrumentation for a variety of medical applications.
Absorption is key
Different materials absorb laser energy differently. Generally, the greater the absorption of the material, the easier it is to machine it cleanly and consistently. Longer-wavelength lasers such as the Nd: YAG can effectively micromachine many materials but cause others, such as certain types of glass, to crack. Other materials will exhibit rough holes and edges that do not meet the strict requirements of an application.
Some difficult materials, such as quartz and fused silica, can be effectively processed using 157-nm excimers, while others, such as UV-transparent glasses and sensitive polymers, do well at 193 nm. Short-wavelength lasers excel at direct-write, high-speed, high-aspect-ratio hole drilling and thin-film patterning applications, and are well-suited to many of these cutting-edge micromachining applications for medical devices. A material’s high absorptivity of short-wavelength UV radiation makes micromachining crisp, precise and repeatable. The process is known as photoablation.
This method of material removal with excimer lasers is unique and a direct function of their characteristic form and energy type. Photoablation occurs when a small volume of material absorbs high-peak-power laser energy. When matter is exposed to focused deep-UV excimer light pulses, a thin layer of material, typically <0.1 μm thick, absorbs the energy. And when the high peak power is absorbed into this tiny volume, it results in strong electronic bond-breaking in the material.
The molecular fragments that result from this expand in a plasma plume that carries any thermal energy away from the workpiece, causing little or no damage to the material surrounding the feature produced. Each laser pulse etches a fine submicron layer of material, and the ejected material carries the heat away with it. Depth is obtained by repeatedly pulsing the laser and is controlled through dosage regulation.
Beam delivery
The beam delivery system directs laser energy onto process material, determining laser power density and the size and shape of the beam on the target. Motion control systems are sometimes used for autofocus or for articulated beam positioning relative to process material. Beams from excimer lasers, unlike other laser types, cover a comparatively wide area and are characterized by a “flat-topped” as opposed to Gaussian shape. However, because the beams are not perfectly uniform in intensity over the area they cover, only a portion of them is usable for high-uniformity materials processing. In some cases, only the most uniform section, or “filet,” of the beam will be selected for use, and the nonuniform section will be discarded.
High-quality optics are part of a vacuum-ultraviolet beam delivery system where optical techniques employ a larger portion of the available laser power. Furthermore, because of the premium price associated with UV photons, high beam utilization (known as the beam utilization factor) in many cases is a key economic issue, which can qualify or disqualify an otherwise technically feasible application.
Beam efficiency enhancers, such as beam-shaping optics and beam homogenizers, can be used to shape the beam and simultaneously make the laser energy uniform. A beam homogenizer increases the utilization factor and improves the overall beam uniformity in larger-area projection image processing (Figure 2).
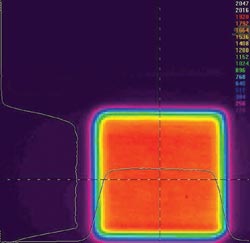
Figure 2. A beam homogenizer, such as this VUV beam profile CaF2 fly-eye lenslet array at 157 nm, offers the same output level at a flat area focal point, as indicated by color.
Near-field imaging involves the use of a mask to project a pattern onto a workpiece. The features contained in a pattern are then etched into the target material at a magnification determined by the relative positioning of the optical elements. This technique is the basis for excimer laser micromachining in many materials processing systems.
High-performance doublet- or triplet-imaging lenses made from calcium fluoride (CaF2) are used to improve the image quality over larger fields of view, the grid distortion, the spot size uniformity and minimum achievable spot size. A limitation to just one lens material makes designing the imaging lens a significant engineering task. Because of losses in the optics, the number of elements should be kept to a minimum. This places constraints on the accuracy and surface finish of the lenses.
Optical techniques not only allow efficient use of a higher percentage of the available UV excimer laser beam energy, but also ensure uniform irradiation over large areas in three dimensions. Imaging optic controls feature accuracy over larger fields of view in two dimensions. Beam-shaping or beam-homogenizing techniques are used for exposure control in 3-D.
Excimer laser beams have strengths and weaknesses. Their wide nature allows them, through near-field imaging and masks, to be divided and thus perform multiple tasks simultaneously (such as drilling multiple holes in a part) for the maximum beam utilization factor. However, beam shapers, homogenizers and other optical elements of a beam delivery system are required between the laser and the target to configure the beam for maximum effectiveness.
Out with O2
The Achilles’ heel for short-wave UV laser energy is air. While longer-wave laser energy can transmit through air with (depending on the type/wavelength) negligible loss of energy or efficiency, short-wave cannot. It must be transferred through either a vacuum or an inert gas that will transmit the laser beam without appreciable loss.
Indeed, even the presence of 1-ppm O2 in the vacuum or purged beam delivery system will degrade the beam and reduce its efficiency, as well as generate contaminants and ozone that will further absorb the laser energy and dramatically reduce its effectiveness. Therefore, the modules and elements in the beam delivery system also must comprise a system that is either evacuated or purged with an inert gas that will facilitate transmission of the UV laser beam.
Large facilities may have the resources to build large, complex evacuation beam delivery systems, but these are neither flexible nor economically feasible for the average user or for most commercial uses. Besides the cost of custom manufacturing such systems, they lack the flexibility to process a high product mix or to conduct research. For example, an excimer beam delivery system may include a movable/ changeable mask or series of masks, telescoping parts, field lenses and turning mirror blocks. Moving parts are not especially compatible with attempts to maintain a tightly sealed vacuum system with the needed <1-ppm O2 required for optimum beam transmission.
Another factor that can affect process control is beam deterioration. It is common knowledge that, as an excimer laser ages, its beam quality changes. A practical beam delivery system for 157- and 193-nm excimer laser processing consists of multiple interchangeable modules used to control the beam’s intensity, fluence, shape and distribution. These modules can include variable attenuators, telescopes, field lenses, turning mirror blocks, beamsplitters, beam dumps, multiposition mask changers and power meters.
Power meters are used in-line in the beam delivery system to monitor beam shape and strength. In such modules, the beam may be redirected to the meter either in whole — thus, interrupting the beam — or in part (sampling a certain percentage of the beam), by redirecting a slice of it during processing via one or more mirrors. Therefore, a vacuum system is not practical.
A more cost-effective and flexible approach is to employ a purged system. Inert gases such as pure nitrogen and argon are effective transmitters of excimer laser beams. The beam delivery system is designed such that certain modules have ports for the introduction of slightly pressurized inert gases that flood the system. Controlled leakage at specific points (the connection of a movable part such as an actuator to the outside) allows slight egress of gas to the outside at any point where ambient air might cause contamination. The result is a modular, quickly interchangeable and configurable beam delivery system that is suitable for commercial and research purposes, and that has the flexibility needed for frequent changes in beam characteristics as well as mask changes and adjustment.
Inert gas generation
The excimer laser user can make the beam delivery system inert in several ways. Certainly, there is a cost factor involved with the use of high-purity nitrogen or other gases. High-purity bottled gases are easily obtainable, and high-volume users can cut costs by making their own nitrogen for the system. Of course, higher-volume usage will mean more frequent O2 filter changes to maintain gas purity.
High-purity components are a necessary part of the beam delivery system, and by this we mean the lack of contaminants or potential contaminants. Naturally, a sealed purged system will require gaskets of some sort to maintain the integrity of the inert gas fill and ensure cost-efficient use of gases. However, with more than millions of laser pulses, repeated discharges cause organic materials within the system to degrade under the intense exposure to UV radiation. These materials can be gaskets, lubricants and the like, which, in the process of degrading, outgas and bring contaminants into the system. These UV-absorbing impurities cause the laser output to fall over time. Thus, it is important that delivery system components be designed free of grease and lubricants, and that gaskets are shielded from contact with the UV radiation.
Meeting the challenge
Short-wavelength UV/VUV excimer lasers are proving to be a precise, cost-effective technology for meeting the emerging demands of medical device micromachining. The ability to machine complex patterns with extreme accuracy and repeatability, thanks to the flexibility of the UV/ VUV laser system and its characteristic clean cut, makes these systems well-suited for handling the tight tolerances required. Another advantage is the excimer laser’s ability to process a multitude of ordinary and exotic materials.
More research is needed, but the promise of cost-effective and commercially viable UV/VUV laser micromachining is great. The lasers will enable of new medical technologies where older technologies and approaches have proved to be inadequate or economically unfeasible.
Meet the author
Jeffrey Sercel is founder and president of JPSA Laser in Hollis, N.H. Since 1983, he has specialized in industrial excimer laser technology.