Lenny Migliore, Coherent Inc.
As do many materials suppliers, manufacturers of glass products stand to benefit from two-dimensional bar codes inscribed on their products. These marks provide a means to determine a product’s revision level, to deter counterfeiting or to track its location, date and method of manufacture. Unlike many materials, however, glass presents significant challenges to most marking methods, including laser-based approaches.
Ablating glass requires sources emitting at either ultraviolet or long-infrared wavelengths where the material readily absorbs. The challenge stems from the brittle nature of glass and its poor heat conduction. This makes it difficult to limit ablation effects to the mark and to prevent microcracks in the surrounding glass. Combined with the ejected material, these cracks not only blur the boundaries of the mark, but also limit the minimum mark size.
Aside from wavelength, the most important laser parameters for this application are pulse energy and spot size. Pulse duration is also important, because shorter laser pulses will confine the heat flow.
Although glass absorbs excimer wavelengths, the masks on which these sources rely for marking generally preclude production of 2-D bar codes in real time. The most suitable candidates remaining include CO2 lasers emitting at 10.6 μm and quadrupled Nd:YAG lasers emitting at 266 nm. Selection generally comes down to the size of the mark desired. CO2 lasers cannot easily deliver spot sizes of less than 100 μm, which translates into comparatively larger bar codes. This hasn’t dampened interest from automotive or window glass suppliers, whose products can afford larger marks.
Applications that require smaller-scale marks, such as flat panel displays, favor quadrupled Nd:YAG lasers, which easily deliver 5-μm spot sizes. At this scale, ablation poses a greater risk of microcracks that, in turn, can greatly affect legibility. Glass markers instead have used lasers to heat a small volume of glass to induce a highly localized change in diffraction index. Illuminated under the proper conditions, this altered area has sufficient contrast to be detected by a microscope with a CCD camera.
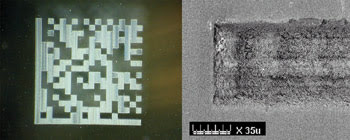
Quadrupled Nd:YAG lasers easily deliver 5-μm spot sizes for marking extremely small bar codes in glass.
This marking approach, however, requires very tight control over the amount of energy deposited by each laser pulse. Most marking lasers are Q-switched to produce high peak power. The energy in a Q-switched pulse is a function of the pulse repetition rate, which varies considerably during marking and which imposes unacceptably large variations in mark quality.
Recently, laser makers have begun to offer quadrupled Nd:YAGs that control cavity pump time — how long the Q-switch remains closed — independent of pulse repetition rate, resulting in constant pulse energy. The flexible control of these solid-state lasers allows them to configure pulse energy specific to a variety of glasses and bar-code cell sizes.
Q-switched CO2 pulses also minimize microcracking. But existing lasers lack the flexibility to modify pulse energy, so they tend to rely on ablation to imprint a bar code. This is less of a problem for CO2 laser marking systems because the larger marks they inscribe permit greater tolerance for damage.
Contact: Lenny Migliore, senior laser process development engineer, Coherent Inc., Santa Clara, Calif.; +1 (408) 764-4668; fax: +1 (408) 764-4800; e-mail: [email protected].