Product requirements and advances in lasers are leading to growing adoption of photonic manufacturing.
In medical devices, smaller is often better – after all, implantable electronics, stents and other pieces of equipment can go into more places within the body if they are less intrusive. Other important device attributes are capability, cost and reliability. The last characteristic is vital because of how medical devices are used.
“Many of our products are critical, life-sustaining devices,” said Vishnu Charan Naidu, vice president of operations at St. Paul, Minn.-based St. Jude Medical.

Lasers cut, weld, ablate, drill and mark to help create medical devices, such as this bone drill.
Lasers play a key role in the company’s manufacturing. They weld, cut, ablate, drill, mark and test polymers and metals. They help create the company’s cardiovascular and neuromodulation devices, products aimed at a more than $20 billion worldwide market that is growing several percent a year.
For other industry players, the story is the same. Lasers increasingly are being used to make medical devices, a trend driven by product needs and laser advances. At St. Jude Medical, noteworthy recent laser system developments involve the ability to select pulse shape, the appearance of smaller and more user-friendly systems, and the advent of diode lasers suitable for industrial applications. Diode lasers offer more precise energy output, improving product reliability and quality, Naidu said.
Polymers that can be absorbed by the body are increasingly being used in medical devices. Machining bioabsorbable polymers (such as the one used in this stent) may require femtosecond-pulse lasers and wavelengths in the green.
He added that an ideal system would be adjustable in terms of beam size, energy distribution, beam divergence and possibly even wavelength. Such tunability would enable a better match between what the laser delivers and what the manufacturing process needs. Improved energy efficiency is also necessary.
Those manufacturing needs are often driven by the materials involved, said Bill Saunders, regional sales manager for medical devices at laser maker Rofin-Sinar of Plymouth, Mich. The company supplies a range of lasers and systems to medical device manufacturers.
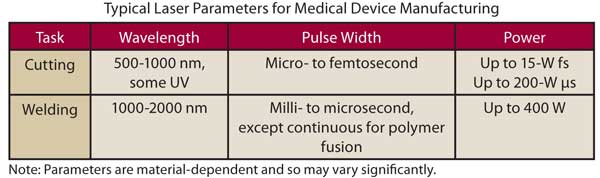
Most systems operate at about 1000-nm wavelength if welding or cutting metal is involved. Doubling or tripling the frequency of those sources leads to green or UV light; these shorter wavelengths are useful for cutting polymers such as those found in bioabsorbable stents, which represent one of the latest trends in the medical device industry. The advantage of using such a material is that it can act as a temporary fix, and it disappears after its job is done.
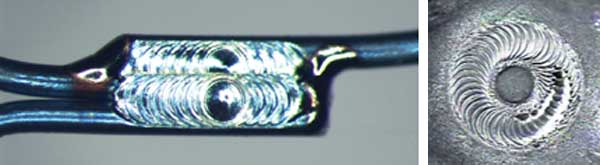
Lasers weld medical wires (above) and seams (at right) in medical devices.
If two polymers are being fused, then wavelengths in the near-IR – either 808 or 940 nm – or something around 2 µm will be used, Saunders said. The key is finding a wavelength that is at least partially absorbed by the polymer or any attached material, such as carbon black.
One of the strongest trends in lasers used for medical device manufacturing involves time, specifically pulse width. A push toward shorter pulse widths is being driven by the trends toward smaller devices and bioabsorbable polymers.
“There’s not a lot of good ways to cut those parts, those bioabsorbable tubes, other than with a femtosecond laser. With a femtosecond laser, you’re not putting heat into the part. It’s an athermal ablation process,” Saunders said.
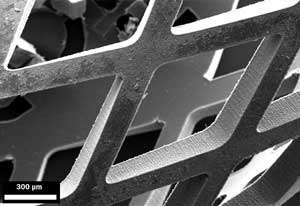
Besides shorter pulse width, better beam control can help carve the tubular mesh that makes up a stent, or cut other fine features into small devices. That, in turn, demands that only the fundamental mode be present. Other tricks that are used involve shorter wavelengths. This enables the kerf – the width of the cut – to be as little as 10 µm, which can be a necessity when slicing up material for the most advanced medical devices.

A fiber laser cuts a tube for a medical device.
Fusion and welding demand higher-power lasers, as throughput tends to track average power. Typically, femtosecond lasers average at most 15 W of power, and CW lasers used in medical device manufacturing may top out at 400 W of average power, Saunders said.
A brake on rapid adoption of manufacturing technology changes is that medical devices are subject to strict regulation. It can take tens of millions of dollars to qualify a new medical device such as a stent for use, according to industry sources. Understandably, companies do not want to spend that money on changing the processing of existing parts. Instead, they typically opt to include such innovations as part of the qualification of new parts. Thus, it takes years before any basic laser system changeover, whether shorter pulse width or shorter wavelength, takes hold and percolates through a manufacturing process.
Medical device makers, like other manufacturers, constantly look to reduce costs. Lasers can help with this, even though the laser system itself is not cheap. To understand why, consider a traditional production process.
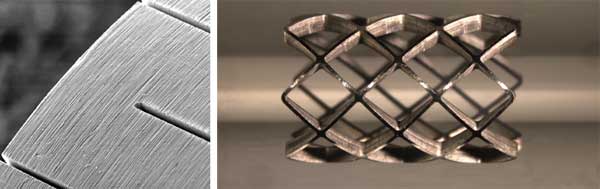
Fine cuts in metal result in high-quality stents and other reliable medical devices.
The sequence may begin with a continuous-wave or nanosecond-pulsed laser cutting the metal or other biocompatible material, said Michael Mielke, chief scientist at femtosecond laser supplier Raydiance of Petaluma, Calif. That step is followed by postprocessing designed to remove burrs and subsurface layers that are heat damaged. The goal is to eliminate heat-related sources of failure to create parts that are more reliable.
“Any point where the part needs to flex or has some sort of stress on it, these material defects create stress risers that could lead to failures,” Mielke said.
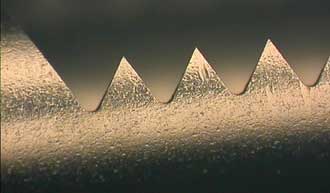
Heating up gas with a laser results in a high-quality as-cut edge, with a roughness of 0.3 µm or less. Sawtooth structures like these are found in medical cutting blades.
Laser pulses of a few hundred femtoseconds are so short that material is removed before the heat can diffuse out from the point of beam contact. The result is little or no damage, so minimal or no postprocessing is needed. So, although a femtosecond laser may be more expensive than one running a longer pulse width, the overall cost of the manufacturing process may be lower, Mielke said.
Femtosecond lasers might be well suited to making clean cuts in polymers, but many medical devices are made out of metals such as stainless steel. Also popular are alloys of cobalt and chromium or nickel and titanium. Known as nitinol, the latter is a shape-memory alloy. Consequently, it can be created in one shape and deformed into another for insertion. When heated, it will spring back into its original shape.

After insertion, stents made out of the shape-memory alloy nitinol spring into a final configuration. Lasers create the sometimes intricate shape of the stent.
To process metals, fiber lasers offer the best combination of speed and quality, said Tovy Sivan, CEO of STI Laser Industries in Or Akiva, Israel. A supplier of laser cutting, welding and finishing technologies, the company provides contract manufacturing services to medical device makers.
“Through the years, we’ve developed our own unique technologies that include not only laser cutting but also laser welding,” Sivan said.
The company originally started with Nd:YAG lasers operating at 1064 nm. In the past few years, it has transitioned to using fiber lasers operating at about the same wavelength. The high output power and good beam quality make the technology the best fit for most of the materials processing that STI Laser Industries currently does.
The future, though, may belong to femtosecond lasers. The reduced postprocessing enabled by such short pulse widths eventually could allow the technology to prevail, particularly if the cost of the femtosecond system drops. Currently, Sivan puts the cost ratio at three or four to one in favor of fiber lasers over femtosecond lasers.
For now, femtosecond or ultrafast lasers account for a small percentage of the total market, said Geoff Shannon, laser technology manager at Monrovia, Calif.-based Miyachi Unitek. Among other things, the company makes systems for laser welding, cutting and marking of medical devices.
A key driver for the device industry is cost. To that end, what’s important is not just the laser wavelength, pulse width and power but also the laser’s integration into, and control by, a system. For instance, Miyachi Unitek developed software to control the firing rate of a laser to account for the position of a beam along a contour. The result of this dynamic repetition rate is improved hermetic seam welding of implantable devices, Shannon said.
Another example comes from a company-devised five-axis motion control platform. When coupled with a laser, the result is a cartilage shaver with better edge quality; this medical device improves arthroscopic surgery on a joint. Importantly, the use of the laser minimizes postprocessing, thereby reducing the cost of manufacturing the shaver.
Advances in technology have expanded the number of available lasers in the toolbox from just a handful to perhaps 20, Shannon said. Consequently, vendors have more options than ever in developing a solution to a particular manufacturing problem.
They also have more incentive, in the form of a 2.3 percent excise tax on the sales price of most medical devices. Imposed at the beginning of 2013, the tax is the subject of repeal efforts. For the moment, though, it’s still in place. As a result, manufacturers are looking at lasers and other technologies to account for and mitigate this added expense.
“Right now, in the medical device industry, along with all the innovations, they’re really looking to drive down the manufacturing cost,” Shannon said.