Matt Pinter, Smart Vision Lights
Illuminating a product to attain the best contrast available is important in machine vision applications: the higher the contrast, the greater the difference between the background and the features to be inspected. Using the correct wavelength of light, proper lighting configurations and appropriate filters can increase contrast and result in more efficient image processing and faster inspection speeds.
Making the right choices is application-dependent. Thankfully, guidelines do exist to help systems integrators choose the correct illumination sources for any particular application. The choice of wavelength often goes hand in hand with that of lighting configuration. But understanding how the electromagnetic spectrum interfaces with a specific product provides critical information about which lighting sources to choose.
When any wavelength of light interacts with an object, it can be reflected, absorbed, scattered, or transmitted (Figure 1). These effects can be observed across the electromagnetic spectrum from the UV, through visible to the IR.
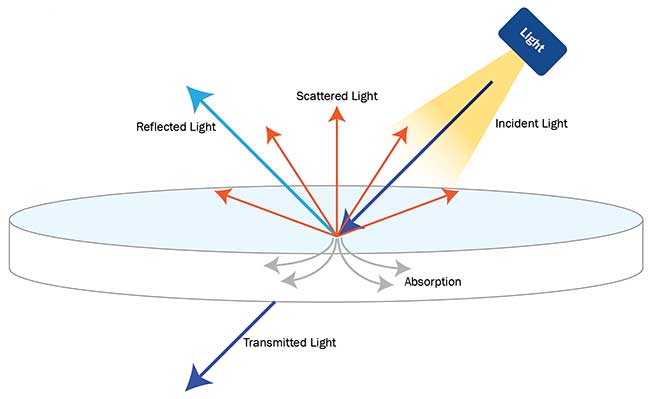
Figure 1. When incident light impinges on an object, it is reflected, scattered, transmitted, and absorbed. The amount of each of these is dependent on the material, the surface shape, and the wavelength of light employed. Courtesy of Smart Vision Lights.
In particular, the effects of absorption and reflectance of UV radiation can be used in machine vision systems
to detect or distinguish specific faults or products. Indeed, because UV light tends to be absorbed at the surface of materials (Figure 2), minute scratches difficult to visualize with visible light can be detected. This is especially useful when the materials are transparent to visible light.
Predicting the color of light that will provide the highest contrast for any specific product characteristics can be accomplished in the visible spectrum using a color wheel. Choosing any particular color to illuminate an object will depend on the color of the product to be inspected. If, for example, the product to be inspected exhibits blue text that needs to be read, illuminating the product with red light will mean it will be reflected from the product and absorbed into the text to create a high-contrast image.
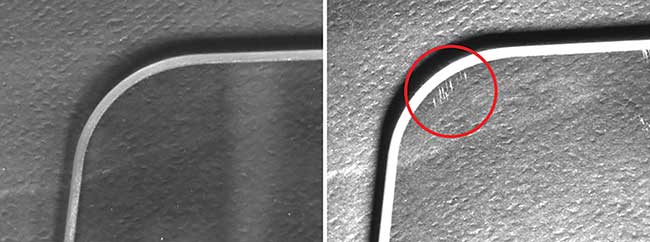
Figure 2. Because UV light tends to be absorbed at the surface of materials, minute scratches can be detected (right) that would normally be difficult to visualize with visible light (left). Courtesy of Smart Vision Lights.
Similarly, color filters placed on monochrome cameras can filter colors on the opposite side of the color wheel.
In the case of pharmaceutical inspection, for example, different colored capsules can be detected using more cost-effective monochrome cameras instead of color cameras. Although the differences could be detected using a color camera, imaging the capsules with a monochrome camera and a green-colored glass filter yields a contrast of 86.5 percent between green and red capsules.
Using a monochrome camera also will provide higher resolution than employing a Bayer-based color camera. For this reason, a number of manufacturers, including Smart Vision Lights, offer kits that provide a variety of imaging filters designed to improve or enhance the contrast of objects under inspection.
Used to highlight specific colors on a part, the wavelength of the light chosen can also affect the types of defects that can be detected. For example, blue light with shorter wavelengths will have a higher scattering rate than light of a longer wavelength, and it is suitable for detecting small defect surface scratches or cracks.
Similar to UV wavelengths at the opposite end of the electromagnetic spectrum, SWIR illumination can be used to examine products that might otherwise be difficult to distinguish by light in the visible spectrum. Coffee beans, rocks, and twigs, for example, are all brown-colored in nature, making them difficult to distinguish. Using SWIR illumination at approximately 1400 nm makes the coffee beans easy to distinguish because they are highly reflective — unlike the rocks and twigs.
Just as choosing a specific wavelength is important, so too is choosing the correct lighting configuration. Before deciding whether to use a backlight, coaxial, dome, or ring light, it is necessary to understand whether such lighting will be used in an on-axis or off-axis configuration.
On-axis illumination provides even, flat diffuse illumination, which is important when illuminating flat reflective surfaces, such as metal, glass, and plastic, since these will then reflect light evenly. In on-axis (or bright-
field) lighting, the lighting is incident on the object’s field of view from a light source approximately 45° to the object’s surface. Dome lights are commonly used as bright-field components, while coaxial illuminators are commonly used as partial bright-field components. But spotlights, line lights, and ring lights can be applied in on-axis configurations.
Off-axis (or dark-field) lighting reflects much of the incident light away from the camera. The light reflected is from edges or scratches on part surfaces, with flat, polished surfaces remaining dark. In dark-field lighting, low-angle lighting is used to illuminate the object from either single or multiple directions (Figure 3a).
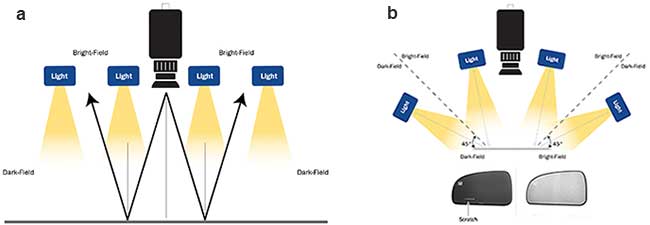
Figure 3. In bright-field lighting, it is incident on the object’s field of view from a light source approximately 45° to the object’s surface. In dark-field lighting, low-angle lighting is used to illuminate the object from either single or multiple directions (a). Dark-field imaging is particularly useful to detect surface defects on highly reflective surfaces (b). Courtesy of Smart Vision Lights. Courtesy of Smart Vision Lights.
An image of a mirrored surface illuminated with bright- and dark-field lighting will exhibit different characteristics when captured with a camera. While under bright-field lighting, the flat surface will reflect light evenly. The use of dark-field illumination will highlight any scratches present. If the part is colored, using light of a different wavelength may increase the contrast of any such defects (Figure 3b).
Meet the author
Matt Pinter is director of engineering and co-founder of Smart Vision Lights in Muskegon, Mich. Previously, he founded Spectrum Illumination and oversaw the design and engineering of lights from 1999 to 2006. He has personally tested lighting on more than 1500 vision applications for companies in a variety of industries; email: [email protected].