Dr. Michael Rigney, Southwest Research Institute
Using high-power lasers to remove coatings (paint) from aircraft surfaces offers a significant improvement in process efficiency and reduction of both consumables and waste streams. The ability of lasers to quickly ablate paint from surfaces comes with the challenge of controlling laser power during the coating-removal process. Although high coating-removal rates have been demonstrated under open-loop testing, adoption of this new process requires a system that provides selective coating removal (SCR). The goal of SCR is
to remove the top coat and leave the primer layer, for example, or to remove all coating layers down to the substrate while minimizing the laser power applied to exposed substrate regions. A vision-based control system allows robotically scanned laser swaths to overlap without further ablating regions from which the coating has been removed.

Figure 1. SwRI has developed three full-airframe systems to service military fighter aircraft. They are in service throughout the US. This is a robotic media-blast coating-removal system.
Southwest Research Institute (SwRI) has been developing large-scale robotic coating removal systems for almost three decades. Three full-airframe systems servicing military fighter aircraft (F-16 and similar) are currently in service. Additional systems process off-airframe components such as control surfaces. Current-generation systems use media-blast technology for coating removal, which is environmentally friendly in comparison with the still popular chemical paint stripping. SwRI’s robotic systems improve several process metrics: worker safety, throughput and quality.
Laser-based coating-removal research has been ongoing for many years, but only recently have laser, scanning and control technologies reached performance thresholds suitable for system adoption.
Technical discussion
Figure 2 provides an overview of the laser-based coating-removal system. A focused laser beam (1 × 3 mm) scans across a 6- to 8-in. swath. Each pass ablates a portion of the coating thickness. The beam scan repeats at a rate of 300 Hz, with a typical coating removed in five to 10 passes. The scanner simultaneously moves across the surface in a direction normal to the laser swath (strip direction). Assessment of the coating-removal state is performed prior to each scan cycle so that laser power can be modulated appropriately. Laser power can be controlled for each small increment of surface area (approximately 1 mm wide) along the laser swath.
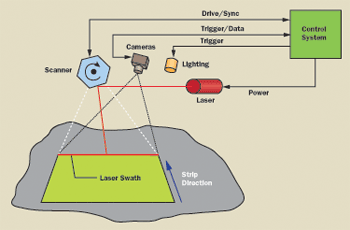
Figure 2. Laser-based coating-removal system overview: A focused laser beam scans across a 6- to 8-in. swath; each pass ablates a portion of the coating thickness.
Several variables influence the number of cycles needed for coating removal: coating thickness and absorption, and beam power and focus (distance to surface). Coating thickness is not known in advance and will vary across the processed surface. Curved surfaces result in variable beam focus along the scan.
Testing has been conducted with fiber (1080 nm) and CO2 (10.6 µm) lasers having 10- to 15-kW power ratings. Economic considerations are driving system designs toward the use of higher laser power, which offers lower cost per kW. The power density appropriate for coating ablation is roughly fixed, however, so increased swath widths and strip rates can be achieved with greater laser power. This provides a production benefit of increased stripping rate (area/hour), but also increases the control system challenge; a larger swath width with greater surface curvature potential must be monitored.
The primary task of the selective coating-removal controller is to sense the coating-removal state and provide a laser power setting for each increment of the scan path prior to the next scan. The removal state indicates the degree to which a coating is present or absent and the underlying coating or surface is exposed. A selective coating-removal system must be able to remove various top coatings to expose a desired underlying coating layer or substrate.
Selective stripping functionality is key to the operation of an automated robotic coating-removal system. It allows the automated system to process surfaces with variable coating thicknesses and to handle overlapping stripping passes. Stripping passes must overlap to maximize surface coverage and to accommodate the shape and curvature of aircraft surfaces. Laser power is turned off for those incremental surface regions at the edge of an overlapping swath when the desired coating-removal state is observed in the overlapped region.
Selective removal also addresses concerns that the laser not damage substrate surfaces. Potential substrate damage is a significant issue for composite (carbon fiber and fiberglass) structures. Aluminum structures can reflect laser radiance and efficiently conduct heat from absorbed energy. Composites, on the other hand, are less efficient conductors, and the epoxy resin matrix allows transmission of laser energy into the structure. Damage to composite structures is easily induced if excess power is absorbed. Composite challenges can be addressed to some extent by appropriate laser wavelength selection, but the coating-removal controller should minimize absorbed energy once the composite surface is exposed.
Control systems must be both flexible and adaptable; e.g., a top coating on a given surface may include multiple colors such as a camouflage design and identification lettering. Primer colors and substrate material may differ at various locations. Substrate materials include aluminum, fiberglass composite, carbon fiber composite, gap fillers, etc.; fasteners will have an appearance different from surrounding surfaces. Top-coat removal to expose the primer is a typical operation, but removal of all coatings to expose the substrate is sometimes desired.
Coating systems (specific primer and top coat) have traditionally used zinc chromate-based primers, which were bright yellow or green and, thus, high-contrast relative to most top coats and substrates. Environmental concerns have resulted in reduced use of zinc chromate primers in recent years. Replacement primers may be white or gray, providing reduced contrast.
Coating state analysis is challenging because the coating is incrementally removed over multiple scans, so the coating within the ablation swath has a stair-step profile in the strip direction resulting from scanner motion over the surface. Therefore, the surface evaluated by the control sensor will typically include a combination of coating coverage and substrate exposure (primer or aircraft surface). In addition, partially ablated coatings differ from their original appearance.
A secondary task for the coating-removal controller is measurement of surface distance and profile. Distance from the scanner/camera to the aircraft surface will affect the mapping between surface regions on which the laser impinges and the image regions analyzed by the controller. Scanner-to-surface distance will vary as a result of surface curvature and limitations of the robotic positioning system. Measured surface profile and distance can be used as a feedback to adjust the robot path for optimal standoff and scanner orientation.
Imaging system
The controller includes an imaging system illustrated by the cameras and lighting shown in Figure 2. Visible (RGB) and NIR images are acquired. Short exposure times are used to minimize the size and intensity of the imaged laser ablation spot. Although the cameras
are not sensitive to the laser emission wavelength, incandescence from coating ablation is very bright. High-intensity strobed LED lighting is used to illuminate the surface.
Image acquisition and lighting are synchronized with ablation laser position along the swath. Acquisition of two images per laser pass allows coating state assessment of the full swath even though the ablation laser appears in each image. High frame rates (600 Hz) are achieved by reading only an area of interest (AOI) from the cameras (Figure 3), rather than the entire field of view (FOV).
Measurement of the laser location at various positions along the swath is used to dynamically adapt the region of interest where the coating-removal state is assessed (Figure 3). This allows the system to accommodate variations in surface profile and scanner distance. Coating state is assessed in the left side of the image when the laser is in the right side, and vice versa.
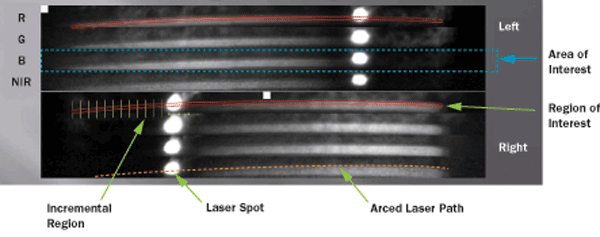 Figure 3. Example image and attributes: Measurement of the laser location at various positions dynamically adapts the region of interest where coating-removal state is assessed.
Figure 3. Example image and attributes: Measurement of the laser location at various positions dynamically adapts the region of interest where coating-removal state is assessed.
Coating state assessment
Numerous features related to spectral distribution, intensity gradient and texture are extracted from incremental regions within the region of interest (Figure 3) and then input to a classifier, which assigns a coating state to each incremental region. Coating states then determine the laser power delivered to each surface region.
Supervised learning techniques were used to train the coating state classifier. Open-loop scanner operation with a wide variety of paint systems and laser power levels was used to collect training data. Training samples were assigned coating-removal state values corresponding to “top coat not sufficiently removed” (increase laser power), “selected coating appropriately removed” (goal state, correct power level) or “too much coating removed” (reduce laser power).
The classified removal state is fed into a control loop to update the laser power level commanded for each incremental surface region. Laser power values are then transmitted to the laser system in synchronization with laser position on the surface.
System integration
The compact size and reduced infrastructure required by the coating-removal system enable its deployment on a mobile robotic platform.

Figure 4. A conceptual model of laser coating-removal system integrated with mobile robot: The mobile platform transports the laser, controllers, exhaust system and a robotic manipulator with a coating-removal scanner.
The system could be adapted to current media-blast robot systems (Figure 1); however, these represent a practical limit for reach and work-space volume for fixed-base robots. Mobile robot integration allows the coating-removal system to operate in a much larger work space and to service large commercial and military transport aircraft. A conceptual design of the integrated coating-removal system is illustrated in Figure 4. The highly maneuverable mobile platform transports the laser, coating-removal scanner, controllers and exhaust system attached to a robotic manipulator. Service connections include electric power and an exhaust duct.
Meet the author
Dr. Michael Rigney is a staff engineer in the Robotics and Automation Engineering Section at Southwest Research Institute in San Antonio; email: [email protected].
Acknowledgment
Selective coating-removal controller development was supported by SwRI’s Internal Research & Development program. SwRI would like to acknowledge the collaboration of EWI of Columbus, Ohio, in the development program.