With the power of ultrashort pulse laser systems on the rise, achieving dynamically and synchronously adaptable pulse repetition rates in the MHz range is the key to higher throughput.
FLORIAN HARTH, THOMAS HERRMANN, BERNHARD HENRICH AND JOHANNES A. L‘HUILLIER, PHOTONIK-ZENTRUM KAISERSLAUTERN EV AND RESEARCH CENTER OPTIMAS
To fulfill current and future customer needs in the ultrashort pulse (USP) laser micromachining market, faster processing time is critical. In only the last few years the average power of these lasers has risen continuously, reaching an average power of 1 kW or more. The higher output power allows for an increased pulse repetition rate (PRR), while maintaining the necessary pulse energy for efficient material ablation. This means more ablation per second, strongly increasing throughput.
However, with a highly increased PRR comes a new challenge: It’s increasingly difficult to avoid the accumulation of too many pulses on one spot of the workpiece. The ultrahigh PRR of modern laser systems simply exceeds the deflection capability of galvanometer-based scanning systems. Resonant and other scanner technologies, reach extremely high scan speeds of more than 1000 m/s, but they suffer from a sinusoidal varying scan speed, leading to an inconsistent spot distance on the workpiece.
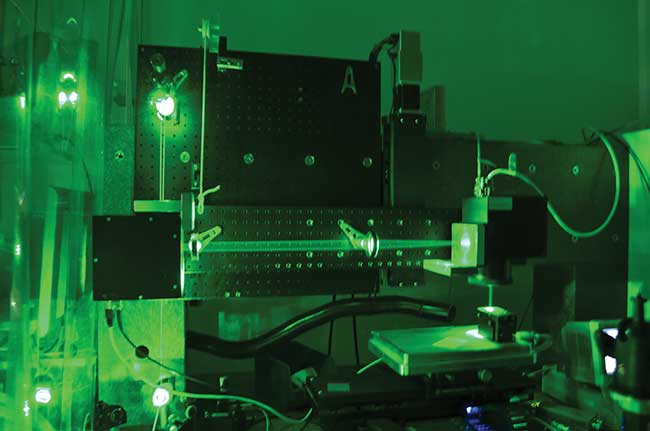
Initial lab setup for ultrafast micromachining with a resonant scanner and the new laser system.
To overcome this drawback, the nonlinearity of the resonant scanners can be compensated by a dynamically and synchronously adaptable PRR. In this way a uniform spot distance across the whole scanning range becomes possible. Modern laser systems with dynamically adaptable pulse repetition rates, combined with ultrafast resonant scanners, are great candidates for breaking through the current limitations of high-speed micromachining.
USP laser systems with dynamic PRRs have shown great potential in other applications, like speeding up the processing of narrow curves1, or homogenizing the ablation with a laser turning machine2. In that case, a variable PRR in the kHz range is achieved by picking pulses out of a pulse train with a given base PRR. An important consideration for future applications is whether it is possible to scale this approach to the MHz range.
The following addresses the requirements, possible approaches and a working setup for next-generation USP lasers, capable of adapting the pulse repetition rate in the MHz range with a very fine resolution. The requirements will be specified for the resonant scanner, since these are the highest among the possible applications.
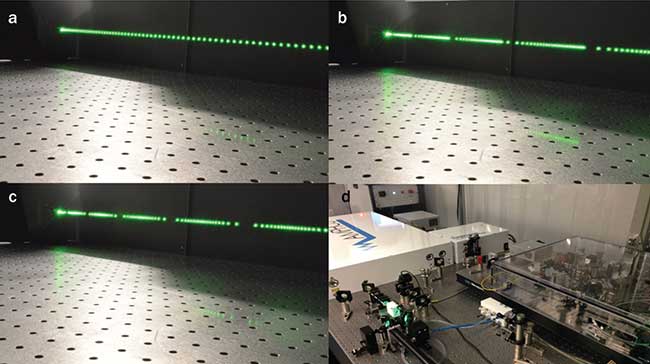
Figure 1. Schematic picture of a pulse train with (a) a constant pulse repetition rate (PRR), (b) a linear sweep of the PRR, (c) a periodic modulation of the PRR and (d) a picture of the lab setup of the prototype.
Dynamically variable pulse repetition rate
The laser deflection speed in the focal plane of a resonant scanner-based micromachining setup can be described by a sinusoidal function. Since the spot distance is proportional to the scanning speed (Δs = v/PRR), a repetition rate, which changes proportionally to the deflection speed, leads to a fixed spot distance across the whole scanning range. Moreover, since a resonant scanner typically oscillates in the 10-kHz range, the laser’s PRR has to be changed more than 10,000 times per second. Due to the very high velocity of the deflected beam of about 1000 m/s, a high PRR in the MHz range is required to reach an adequate pulse overlap. In order to maintain high accuracy and a precise positioning on the workpiece, the PRR ideally has to be tuned continuously in this range.
In a mode-locked-based USP laser system, the PRR is given by the cavity round-trip time of the laser oscillator. Therefore, the variation of the PRR of these USP lasers is done by pulse picking with the help of fast electro-optical or acousto-optical modulators, suitable for high-power operation. The base PRR can be divided by integers and is reduced to an effective PRR. This is shown in Figure 2 for a base PRR of 10 MHz, 100 MHz, 1000 MHz and a true arbitrary pulse-on-demand operation.
A typical USP laser, operating at a fundamental PRR of 100 MHz, offers very few effective PRRs in the MHz range. If the application requires a PRR variation between 10 MHz and 5 MHz, only 11 individual repetition rates are accessible. This is not enough to ensure high positioning accuracy after the resonant scanner. Only a much higher base PRR — or even an arbitrary pulse-on-demand technology — can fulfill this requirement (Figure 3).
The accuracy of the spots for a base PRR of 100 MHz is only Δs = ± 4.1 µm, which is too poor for high precision surface structuring with focus diameters in the 10-µm range. A base PRR of 1 GHz allows for a much higher accuracy of Δs = ± 0.4 µm. This accuracy is competitive with current technologies and sufficient for USP laser micromachining applications.
This calculation also holds true for speeding up the processing of narrow curves or homogenizing the ablation with laser turning machine applications. Processing narrow curves with variable PRRs in the 100-kHz range already ensures high accuracy, since the granularity is fine enough (compare to Figure 2). A true scaling to the MHz range, however, is only achieved if the base PRR is strongly increased or an arbitrary pulse-on-demand setup is used. Increasing the throughput of these applications by an order of magnitude leads to a reduction of a 10-second production process to just one second.
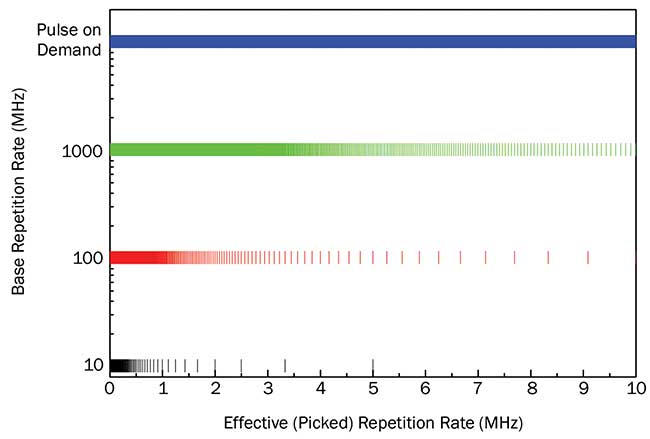
Figure 2. Achievable repetition rates with different seed sources by pulse picking. A higher base PRR enables more possible effective PRRs in the upper MHz range.
Evaluating semiconductor lasers, ultrafast pulse picking
Using a high-base PRR with ultrafast pulse picking or an arbitrary pulse on-demand technique are the best approaches. A pulse repetition rate in the GHz range requires a short cavity length of a few mm, making semiconductor lasers a feasible option. However, a key challenge is
the amplification of these pulses, with energies in the range of a few pJ, to the required µJ pulse energies. In general, a regenerative amplifier would provide the necessary amplification, but the high and dynamical variable PRR would get lost. So the most feasible way is a combination of a semiconductor oscillator and a linear amplifier chain, consisting, for example, of a fiber pre-amplifier and a solid-state power amplifier. A combination of the best concepts derived from different state-of-the-art technologies will do the job.
USP semiconductor lasers with PRRs between 1 to 10 GHz and ultrafast pulse picking were developed years ago3 and since then the technology has matured. A mode-locked semiconductor laser oscillator with a base PRR of 4.3 GHz, for instance, was developed by FBH Berlin4. Mode locking was achieved in a monolithic Fabry-Perot diode laser resonator. Pulse picking was done by ultrafast pumping of a subsequent waveguide preamplifier beyond the transparency level and back. Gate widths of 200 ps were achieved, short enough for picking single pulses out of the 4.3-GHz pulse train. The setup delivers ultrashort pulses in the 10-ps range with adjustable PRR.
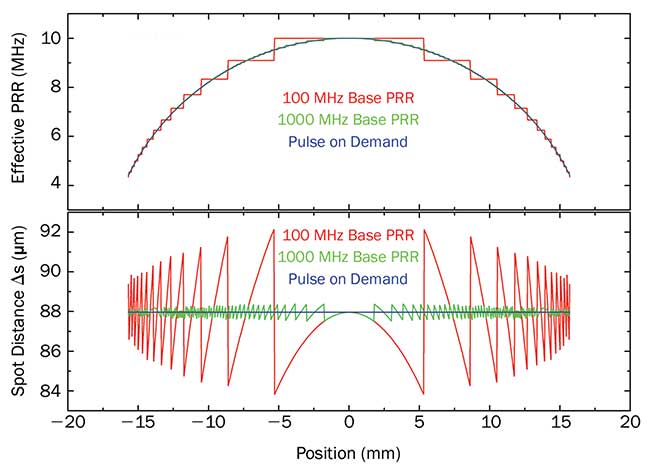
Figure 3. Variation of the repetition rate as the resonant scanner scans the workpiece. As the scan-speed decreases at the turning points, a lower PRR is necessary to maintain the spot distance Δs. Only discrete values are possible for a low base PRR (a). Discrete repetition rates lead to large deviations from the desired spot distance Δs = v/PRR, where v is the continuously varying scan-speed (b).
If there is a demand for finer granularity, operators can leave the mode-locking technique and use gain-switching instead. Gain-switching delivers arbitrary pulses on demand, so a discrete base PRR is no longer a concern. The accuracy, then, is only limited by the temporal jitter between the trigger and the emission time of the corresponding pulse, which typically is extremely low. Looking back to the resonant scanner application, the spot distance Δs would be absolutely constant across the whole working range (Figure 3).
The drawback of gain-switching diodes is pulse length. The shortest pulses, directly obtained by gain-switching, are in the range of approximately 40 ps. Many applications would be adversely impacted by the longer pulse duration, in terms of ablation efficiency and thermal impact. Nevertheless, the authors showed that even processing of transparent media is possible with these pulses5.
Figure 4 shows a schematic of an actual setup, based on gain-switching, that was recently demonstrated6. The amplifier chain consists of a fiber pre-amplifier, and an InnoSlab power booster. An optional SHG-stage can convert the 1030-nm radiation to the green spectral range, depending on the application.
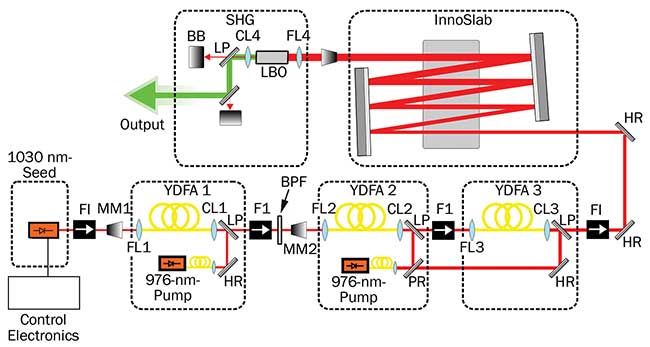
Figure 4. Schematic setup of a highly dynamic laser system. The fiber pre-amplifier was optimized to provide a large small-signal gain combined with minimized amplified spontaneous emission. The output power was 200 W in the IR or 130 W after an optional SHG stage.
Varying pulse energies
A crucial issue for most applications is maintaining a constant pulse energy while changing the pulse repetition rate. Since the PRR is altered in front of the amplifier chain, a closer look at the pulse energy dynamics is required. In general, a lower PRR would result in higher pulse energy for a constant average output power. Varying pulse energies during large-scale processing, however, would have a strong impact on the quality of machined parts.
The very high processing speed helps in addressing this problem. On the one hand, typical laser active media, commonly used in the amplifier chain, exhibit a long upper state lifetime in the ms range. Conversely, the laser’s PRR changes more than 10,000 times per second, which means that the repetition rate changes so fast that the amplifier cannot adapt to the new situation. An average, and nearly constant, pulse energy, independent of the PRR, is emitted.
In practice, the relaxation time of the overall amplifier chain depends on a number of parameters, like the number of stages, the pump saturation of each individual stage and the input power. Unfortunately, all of these parameters increase the relaxation rate of the amplifier, so entirely constant pulse energies are typically not achieved. However, an optimized design of the amplifier chain allows for an effective damping of the pulse energy variation (Figure 5). Especially at high sweep-frequencies, a quite constant value is possible. The remaining variation can easily be actively compensated, if necessary.
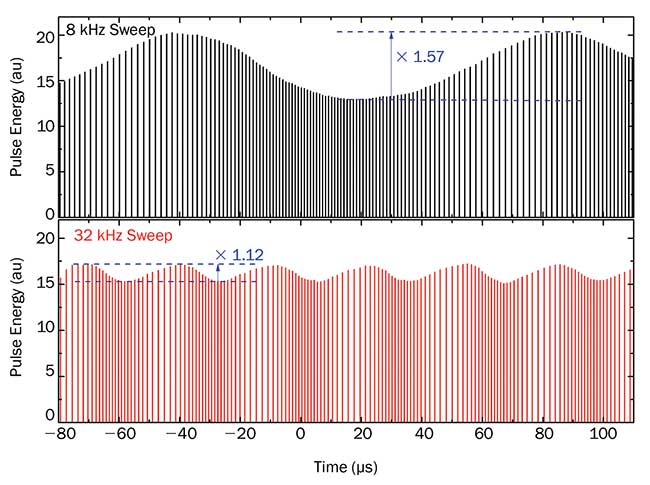
Figure 5. Temporal evolution of the pulse energy for PRRs between 5 MHz and 10 MHz at different sweep-frequencies. For visibility reasons only every 10th pulse is plotted.
Range of pulse repetition rates widens
A USP laser with an average power of more than 200 W with pulse duration of 40 ps or less, depending on the oscillator, has been realized. The PRR can be changed more than 30,000 times per second between 5 MHz and 10 MHz with a pulse energy variation of less than 10 percent without an active compensation. An even wider sweep range of the PRR between a few 100 kHz and 40 MHz and average output powers of more than 400 W are currently under development in a governmental funded project7. There, a new type of energy controller is also developed, which operates passively and further smoothens the pulse energy.
With the present system, ultrafast, on-the-fly micromachining of scattering centers for illumination applications have been demonstrated. More than 1.6 million dots per second were written in a polymethyl methacrylate plate with a reproducibility of 1 µm8. Further applications, especially with tight trajectories, where the advantages of the new type of laser system are obvious, are under development.
References
1. GFH GmbH (April 2013). UKP-Laser mit hoher Bahngeschwindigkeit, Mikroproduktion.
2. GFH GmbH (January 2016). Der Laserstrahl als Drehwerkzeug, Mikroproduktion.
3. BMBF, Erforschung und Entwicklung von innovativen hybrid-integrierten Diodenlaser-Komponenten und Systemen (INDILAS), 13N9817.
4. A. Klehr et al. (2011). Compact ps-pulse laser source with free adjustable repetition rate and nJ pulse energy on microbench. Proc SPIE, Vol. 7953, No. 79531D.
5. F. Harth et al. (2016). Ultra high-speed micromachining of transparent materials using high PRF ultrafast lasers and new resonant scanning systems. Proc SPIE, Vol. 9736, No. 97360N.
6. F. Harth et al. (2016). Ultrafast laser with an average power of 120 W at 515 nm and a highly dynamic repetition rate in the MHz range for novel applications in micromachining. Proc SPIE, Vol. 9726, No. 972612.
7. Hochleistungs-UKP-Laser zur Mikromaterialbearbeitung mit variabler Pulsfolgefrequenz (HiPoRep), BMWi, VP2837408AB4.
8. F. Harth et al. (2016). Ultra high-speed micromachining of transparent materials using high PRF ultrafast lasers and new resonant scanning systems.
Meet the authors
Florian Harth received his degree in experimental physics at the Technical University of Kaiserslautern in Germany. Since 2009, he has worked in the field of ultrafast laser source development and micromachining at the Photonik-Zentrum Kaiserslautern eV (PZKL); email: [email protected].
Thomas Herrmann studied physics at the University of Kaiserslautern and received his Ph.D. degree in 1999. He was co-founder of the ultrafast laser company Lumera Laser GmbH (now Coherent Kaiserslautern) and was head of Lumera’s application lab from 2003 to 2009. In 2009, he joined the PZKL and is responsible for the micromachining application center; email: [email protected].
Bernhard Henrich studied physics and received his Ph.D. at the University of Kaiserslautern in 2000. He is co-founder of the Lumera Laser GmbH, and developed the first RAPID laser. In 2013, he joined the PZKL as technology manager; email: [email protected].
Johannes L‘huillier studied physics at the University of Kaiserslautern where he received his Ph.D. in 2003. His research is focused on optical parametric processes, ultrashort laser pulse as well as on laser micromachining. Since 2009 he has served as the CEO of the PZKL; email: [email protected].