Andrew May, Rofin-Baasel UK Ltd.
Ultrashort-pulse (USP) lasers have, since the late 1990s, been an exciting technology looking for opportunities to gain mass market application in industrial materials processing. In recent years, a wide range of new products offering innovative architectures and higher pulse energy combined with high pulsing frequencies are finding many uses in regular manufacturing, where they make components with unprecedented quality, accuracy and speed without visible signs of thermal interaction during the cutting or drilling process. Owing to the high speed (short duration) of the pulses, the laser energy can be input to the material in a shorter time than heat can be transferred – leading to cutting and ablation without dross, burr or visible melt damage.
Cold laser materials processing using USP lasers has become one of the most promising new technologies for high-precision cutting, ablation, etching and drilling of almost all types of material, without causing thermal damage to the part. These characteristics have opened up new application areas and materials for laser processing, allowing previously impossible features to be created and also reducing the amount of postprocessing required to an absolute minimum, saving time and cost.
Two major advances in the design of USP lasers in recent years have allowed them to move from being primarily a research tool in universities, institutes and major R&D laboratories to the shop floor, where they can now be found undertaking production processes in high volumes and at previously impossible speeds.
First, the advances in fiber laser design have simplified the laser source, dramatically reducing the size of the laser resonator and eliminating the need for fine tweaking of mirror mounts to optimize the output. This has provided the reliability and stability necessary to integrate these systems into production tools and also enhanced the ease of operation, eliminating the need for any daily adjustment of output or for continuous system maintenance using dedicated experts.
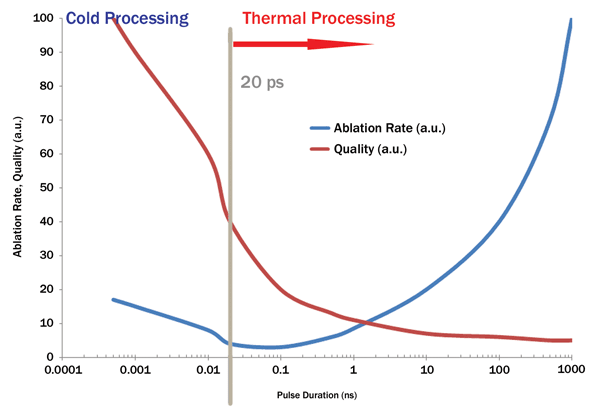
Figure 1. Laser pulse duration influences removal rate and quality. Photos courtesy of Rofin-Baasel UK Ltd.
The second advance is that the output power range has been dramatically increased both in terms of pulse energy and average power. Fine cutting of intricate parts is now possible at a much higher pulse frequency, and higher cutting speeds have made the applications economically viable, delivering a faster return on investment for the production tool.
Manufacturers must choose from laser sources covering the range from femtoseconds to milliseconds, as well as CW lasers, finding the ideal combination of quality, throughput and cost for a specific application. An open-minded view is better than a “one size fits all” philosophy. In some cases, the quality and speed of a more conventional source will be sufficient for the application needs, so a USP laser might not be a necessity to achieve the production goal.
Industrial picosecond and femtosecond lasers have seen wider applications in less than a decade, from the medical device market in the early days to many other major industries including electronics, semiconductor, automotive and microtechnology manufacturing. A few case studies show how specific application results are achieved using a particular laser source.
Driving the future of automotive engines
Drilling injector-nozzle holes for automotive gas engines is an application that demands tight control of diameter and shape of the hole, with excellent straightness and the avoidance of taper or heat-affected zone in the metal around the hole (diesel-engine injector-hole drilling is even more demanding and not yet practical in production using laser processing).
The automotive industry is being driven by legislation to provide better efficiency of engines, combined with lower emissions without knock-on degradation of the performance in terms of acceleration or torque. The goal is to achieve maximum combustion while maintaining the required horsepower, and the use of direct fuel injection is the area where such improvements can be made, potentially combining the benefits of current diesel engine fuel economy with the attractive emissions benefits of gasoline. Many of the major car manufacturers are working on new engines based on this technology, and the optimum hole geometry and patterns are used to optimize the results in the engine performance.
Stainless steel with a thickness of 300 µm can be drilled using 250-fs pulses, achieving the diameter and hole-quality consistency demanded by the market at speeds that make it viable for production (Figure 2). The same technology can also be used in other markets, such as for drilling ruby crystals in the watch industry or for fine drilling of silicon, glass or polymers in the medical industry.
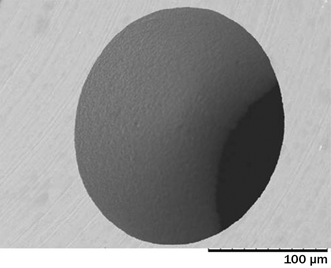
Figure 2. These injector holes, 120 µm in diameter, were drilled by Rofin’s StarFemto FX at 250 fs; they show excellent quality with no sign of thermal damage. Photos courtesy of Rofin-Baasel UK Ltd.
Precise engraving plates
Another example comes from the printing industry, where pad printing (or tampography) transfers ink from a cliché plate to an object. The current process typically uses plastic plates produced by photolithography followed by wet chemical etching. An alternative process allows metal plates to be engraved precisely using ultrashort laser pulses. The metal plates have a longer life, and as long as the required accuracy can be obtained by laser engraving without burr or distortion, the results are suitable for high-security or high-quality applications.
A high-repetition-rate laser that can provide pulses as short as 12 ps at up to 20 MHz, combined with high-speed galvo scanning beam delivery, enables the ablation of large areas at high speed to achieve the required throughput and economic advantages necessary to justify the choice of laser in production. One such laser is the StarPico from Rofin, and it is not just a laser for ablation – the short pulses can also cut composites and other materials.
Better screens for smartphones
The final example is taken from the electronics industry: the ablation of metal or organic coatings from glass or other substrates, which produces portable electronic touchscreens and displays for the booming market for smartphones and personal entertainment devices. Manufacturers need to maximize the scribing speed of coating ablation and also achieve excellent consistency of coating removal – without damage to the substrate. A laser with longer picosecond pulses (approximately 800 ps) offers a good combination of repetition rate and pulse duration, allowing it to remove thin layers accurately at speed (Figure 3).
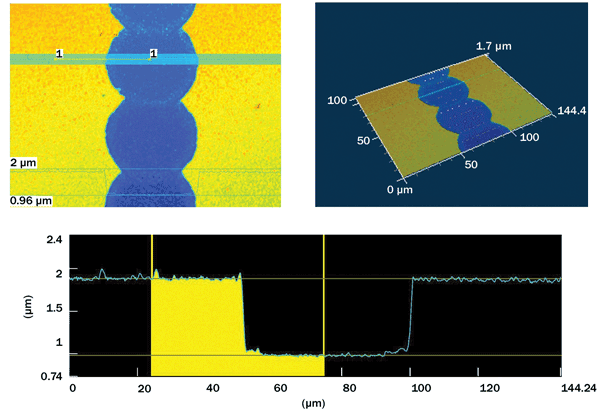
Figure 3. This 1-µm indium tin oxide coating was ablated from glassusing the PowerLine Pico from Rofin. Photos courtesy of Rofin-Baasel UK Ltd.
For solar cell ablation, it is necessary to entirely remove fine coatings with minimum damage to the silicon material, which is very sensitive to cracking and melting if the wrong parameters are used (or the wavelength or pulse duration is not optimized for the application).
Reaping the benefits
At shorter wavelengths (by frequency doubling or tripling), all these lasers perform better in materials where the natural absorption at around 1-µm wavelength is not appropriate to achieve the best results. In this case, changing to a visible (green) or, in some cases, UV wavelength can offer the best performance and suit materials affected by discoloration or thermal damage where longer pulses or longer wavelengths have been used in the past.
Meet the author
Andrew May is the managing director of Rofin-Baasel UK Ltd. in Daventry, England; email: [email protected].