
Ultrafast Fiber Laser Opens Doors for Additive Manufacturing
By taking advantage of instantaneous high-temperature plasma generation, high-temperature metals such as tungsten can be transformed.
JIAN LIU, POLARONYX INC.
Femtosecond (fs) lasers have long been a workhorse in subtractive manufacturing, prized for their unique ability to athermally ablate materials. They are commonly used in surface structuring, drilling and thin-film scribing. However, few thought that an fs laser could be used in additive manufacturing (AM). By taking advantage of instantaneous high-temperature plasma generation, a recently developed fs fiber laser can melt high-temperature metals such as tungsten. Employing the fs fiber laser, parts created using tungsten achieved 99 percent density. Moreover, researchers have shown that the fs laser can deposit metals on glass substrate.
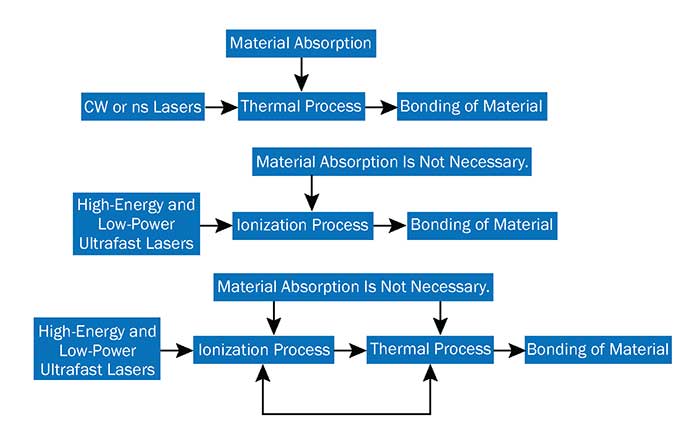
Figure 1. Comparison of femtosecond laser additive manufacturing process versus CW or ns laser process. Courtesy of PolarOnyx.
Overcoming limitations
Laser additive manufacturing centers on selective laser melting, using material powders to build three-dimensional parts with complicated structures. It’s an efficient, robust and cost-effective technique for the next generation of manufacturing.
AM processes for many industrial metals such as titanium (Ti), with ~1668 °C melting temperature, and aluminum (Al), with ~650 °C melting temperature, are well-established. Melting these metals requires the use of a CW or long-pulsed laser.
However, when it comes to using current AM lasers and tungsten as the material of choice, challenges emerge, including residual stresses, density, uniformity and variation in mechanical strengths.
Notably, CW or long-pulsed lasers can only process materials with low- to medium-thermal conductivity and melting temperature, due to low peak intensity. Processing high-temperature and high-thermal conductivity materials such as tungsten — with a melting temperature of 3422 °C and thermal conductivity of 173 W/(m·K) — needs a much higher power laser to deposit high energy in a short period of time against fast thermal drain.
Another problem is that simply increasing the power of a CW or long-pulsed laser induces thermal diffusion outside the focal volume — often referred to as HAZ — as well as residual stress. That can cause cracks and fatigue of the joint part. Furthermore, the formation of unstable intermetallic phases can further degrade the quality of joining and reduce hardness and strength. Separate post-processes are also required to polish, cut, trim and structure the AM components, leading to extra labor and cost.
Finally, current CW laser additive manufacturing systems use material absorption to bond powders — but for bonding to occur, the materials can only absorb at a specific laser wavelength.
Recently, a team of researchers developed an fs laser for AM for melting and shaping tungsten powders, hafnium diboride (HfB2) and zirconium diboride (ZrB2), providing an unprecedented way to modify material functions and mechanical properties1,2,3,4.
Rapid delivery of energy
The main characteristic of the ultrashort laser pulse is the high-peak intensity that results in rapid (ps) delivery of energy into the material, independent of material absorption characteristics, to cause ionization, which is much faster than the plasma expansion (ns to µs), therefore the local temperature is rapidly increased to over 6000 °C (controllable through energy and pulse number) and the thermal damages to surroundings are reduced or eliminated.
Compared with CW laser additive manufacturing, the fs laser approach creates instantaneous high temperatures to melt high-temperature and high-thermal-conductivity metals, forming much stronger microscale welding/bonding between similar or dissimilar refractory metal powders in various shapes and sizes. This multifunctionality could significantly reduce building time and cost, which is not achievable for CW laser additive manufacturing. A comparison of the mechanism using CW, high-energy low-pulse repetition rate and high-energy high-pulse repetition rate highlights the benefit of balance of ionization and thermal process (Figure 1).
Many parameters can have an impact on fs laser additive manufacturing quality. The process is very complicated, involving variables related to material properties, laser parameters, as well as human operation and intervention. In terms of laser parameters, there are energy, pulse width, average power, pulse repetition rate, peak power, beam quality, focal spot size, hatch, scanning speed and contour, and mode of operation. In terms of powder quality — size, shape and residual stress all play critical roles.
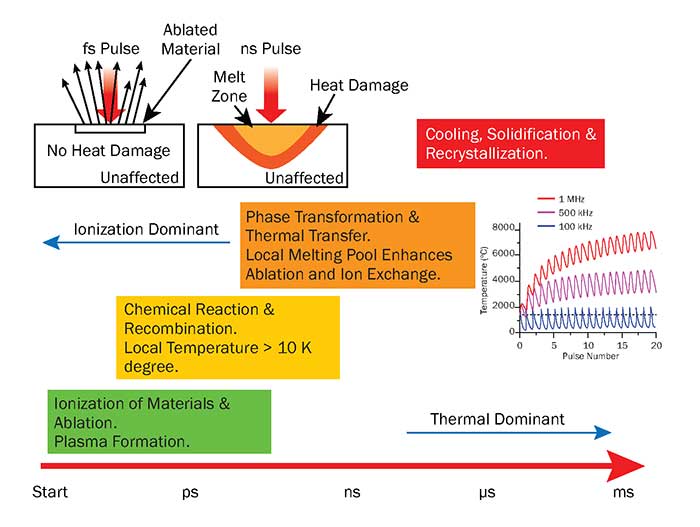
Figure 2. Temporal evolution of fs laser additive manufacturing process. Courtesy of PolarOnyx.
As to the dynamics of powder welding — heat flow, chemical reaction, metal evaporation, thermal diffusion and transfer, stress and fatigue are important. Melting, solidification and cooling, grain/microstructure formation, phase transformation, cracking, and femtochemistry are important parameters, too.
Closer look at the AM process
A simplified look at the mechanisms of the AM process (Figure 2) shows that the ablation of the fs fiber laser incurs ionization and recombination of materials in the ps regime to form new grains and microstructures during supercooling and solidification from a few ps to a few ms.
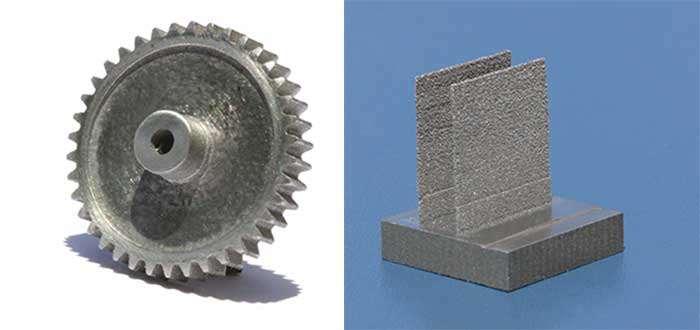
Figure 3. Samples of tungsten parts on tungsten substrates with various shapes and density. The gear has a 1/2-in. diameter (left), while the thin wall (right) has a thickness of 100 µm. Courtesy of PolarOnyx.
By varying process parameters such as fs fiber laser parameters (energy, power, pulse repetition rate), scanning speed and pattern, any type of sample can be made with controllable porosity, microstructure, density (up to 99 percent), shapes and structures.
Tungsten powders can be used to make various components, including thin walls and gears, on Tungsten substrates (Figure 3). It is also important to note that the microstructure can be varied by changing the pulse width (Figure 4) to tailor the mechanical properties of AM parts3.
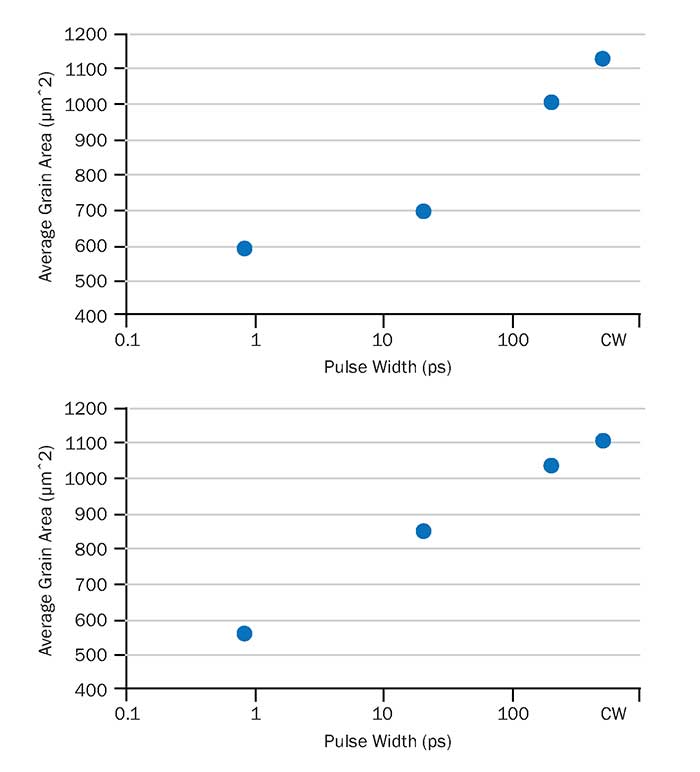
Figure 4. Average grain size as a function of pulse width. Top surface (top); cross section (bottom). Courtesy of PolarOnyx.
Fabricating dissimilar materials
Moreover, femtosecond laser additive manufacturing shows unprecedented
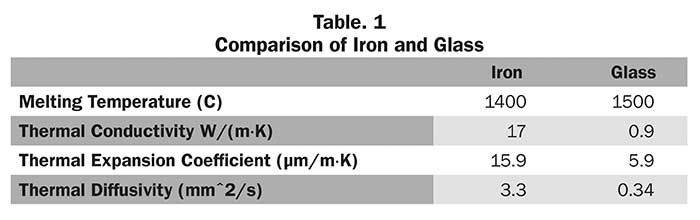
advantages in dissimilar material parts fabrication. As an example, iron
was chosen as the main material for investigation; it has a melting
temperature of ~1400 °C and its heat conductivity at room temperature is
17 W/(m·K)-1. The iron powders have a size distribution of 1 to 5 µm. Three-mm-thick glass slides were used as the substrates.
Iron and glass feature starkly different melting temperatures and thermal conductivity (Table 1). In addition to those differences, glass is very brittle and easily cracked during the laser process.
A side coating of a fused silica glass window was created to reduce stray light for laser remote sensing. Three layers of iron powder were spread and melted for all four sides of the glass window (Figure 5). The reflectance (<1 percent) improvement is significant over uncoated surfaces of the window. After three layers of iron powder coating, the surface of the glass was completely covered with melted iron powder (Figure 5a), which completely blocked the stray light when a red light from a laser pointer passed through the glass windows (Figure 5b).
Applications in developing new medical devices
Femtosecond fiber laser AM shows unprecedented capability in melting refractory materials, making multimaterial components, and manipulating microstructures to tune mechanical properties. By integrating the ablation feature of a femtosecond laser, the 3D printing system can make devices with more complex structure. These features enable many applications in aerospace, medical devices and defense.

Figure 5. Laser light passes through an optical glass window. An iron powder coating is applied to four sides of a fused glass window, helping minimize stray light (a), compared to laser light passing through an uncoated optical glass window (b). Courtesy of PolarOnyx.
Meet the author
Jian Liu is the founder and president of PolarOnyx Inc. He has pioneered and led the product development of a femtosecond laser 3D printing system (Tungsten-LAM, 2016 R&D 100 Award winner); email: [email protected].
References
1. Bai Nie et al. (2015). Femtosecond laser additive manufacturing of iron and tungsten parts. Appl Phys A, DOI: 10.1007/s00339-015-9070-y.
2. Bai Nie et al. (2015). Femtosecond laser melting and resolidifying of high-temperature powder materials. Appl Phys A, Vol. 118, Issue no. 1, pp. 37-41.
3. S. Bai et al. (2016). Manipulation of microstructure in laser additive manufacturing. Appl Phys A, Vol. 122, p. 495, DOI 10.1007/s00339-016-0023-x.
4. S. Bai and J. Liu, et al. (February 15-18, 2016). Femtosecond fiber laser additive manufacturing of tungsten. SPIE 9738-24 (Invited Talk), Photonics West 2016, San Francisco.
5. J. Liu et al. (2016). Glass surface metal deposition with high power femtosecond fiber laser. Submitted to Appl Phys A.
/Buyers_Guide/PolarOnyx_Inc/c11979