Smarter, faster, easier and lower-cost cameras raise the bar.
Dr. Phillip Heil, DVT Corp.
In its early days, machine vision was considered expensive, in need of more power, and difficult to learn and use. In recent years, however, the advent of “smart” cameras has ushered in an era of machine vision systems that successfully addresses these complaints. As machine vision companies look to the future, their goal is continued improvement in these same areas.
Increasingly, plant engineers and other users understand that today’s systems completely debunk the reputation that machine vision had in its infancy. But as their appreciation of what modern machine vision can do grows, so do their expectations.
Smart cameras revolutionized the field, with their on-board computers capable of taking precise measurements, sorting by minuscule color variations or by object shape, and performing optical character recognition, bar-code reading and a number of other tasks — all at speeds that easily outpace most assembly line inspection rates. Today the top line of smart cameras can measure down to one-tenth of a pixel with total reliability and even smaller than that with varying degrees of repeatability. When the cameras gained Ethernet capabilities, they began to communicate freely with programmable logic controllers, computers and other components on an assembly line.
The benefit of communications is that a smart camera can “talk” to other components on the line to exchange data and to activate alarms and reject mechanisms. For example, if the camera detects a bad part, it can alert a human operator, activate a reject mechanism in the form of a puff of air or a robotic arm that kicks the bad part off the line, or stop the line altogether.
Machine vision has vast potential in a wide range of markets, particularly packaging, which is the fastest-growing area for many companies (Figure 1). In addition, a number of applications are coming to the forefront, including combining machine vision with x-ray vision to examine components not visible to the naked eye; increased use of robotic guidance; and inspection applications such as steel mill operations, injection-molding processes, pharmaceuticals that require Food and Drug Administration compliance, and product adherence to Six Sigma quality-control standards.
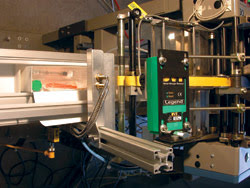
Figure 1. The FDA regulation 21 CFR Part 11 is very important in pharmaceutical packaging. Here a DVT 540 camera is being used to ensure that correct parts are assembled in a box of medicines that will be sent to physicians as a sample pack.
Even though smart cameras are providing more power at a lower cost than older systems, the typical starting price of a CCD-based camera is $4000, which is a barrier for many potential customers. We’ve recently seen designs that help bring down the cost, and this will continue. One example is DVT Corp.’s Legend 510 SmartImage, which is a streamlined smart camera priced at just under $2000. Rather than using the faster CCD, this camera is CMOS-based and is intended for applications that do not require high-speed inspection, bar-code, 2-D data matrix or other reader capabilities.
With some applications, however, even a fast CMOS sensor isn’t quite good enough. At that end of the spectrum, we’re seeing cameras with digital signal processors that yield speeds up to eight times faster than their predecessors. As new products offer higher and higher speeds, doors will open to new applications.
Smart cameras are also making gains in resolution and color capabilities. While most cameras are gray-scale units with 640 × 480-pixel resolution, high-resolution smart cameras offer 1280 × 1024 pixels. Color cameras can sort and inspect parts and products by color. The trade-off is reduced processing speed, but future development will bring higher-speed color and high-resolution cameras to market.
As an increased number of plant managers use machine vision, there is a greater demand for more user-friendly applications. Many companies use Windows-based software to provide customers with a familiar software interface. Out-of-the box solutions that provide the vision system and all necessary auxiliary components, such as lighting, brackets, a computer with touch-screen monitor, interfaces, electrical enclosure, power lines and cables, will become more prevalent, allowing companies to be up and running with a simple Ethernet connection. Combining a complete package with easy-to-use software gives more vision inspection power to plant officials with less ramp-up time (Figure 2).

Figure 2. Two Legend 540 SmartImage cameras inspect the top and side of aluminum bottle caps at a rate of 250 caps per minute. They are verifying the correct placement of logos on the caps for Capalux, a Canadian manufacturer.
The challenge for machine vision companies is to produce more-sophisticated units with greater power but also with easy-to-use software. Camera manufacturers will continue to rise to the challenge by researching the use of artificial intelligence to build “expert systems.”
As machine vision companies address the issues of cost, performance and user-friendliness, more sectors of the business world will realize the benefits of reduced scrap, greater quality control, reduced defects and increased efficiency provided by machine vision inspection.
Meet the author
Phillip Heil is director of information technology at DVT Corp. in Duluth, Ga.