Combining two practical cutting technologies creates a potent third tool.
Delphine Perrottet, Simone Amorosi and Bernold Richerzhagen,
Synova SA
Water-jet cutting and laser cutting are well-established materials-processing techniques. In recent years, a process that combines both technologies — called the water-jet-guided laser — has come into use for micromachining. Although all three methods offer some common benefits, such as free-shape cutting and the absence of tool wear, they are fundamentally very different approaches, with their own advantages and drawbacks. Therefore, they are not employed in the same types of application.
Water-jet cutting
Pure water-jet cutting is used on soft material such as wood, cardboard or food. Adding abrasive is an efficient way to cut thick and hard materials such as metal, stone, ceramics or glass.
The technique is based on the principle of materials breaking under the force of a high-pressure water jet. Filtered water is pressurized up to 4 kilobars using hydraulic intensification and focused into a nozzle, where it forms a cylindrical jet (Figure 1a). As the pressure is very high and the water jet’s cross section rather thin, the jet’s energy density is sufficient to enable cutting.
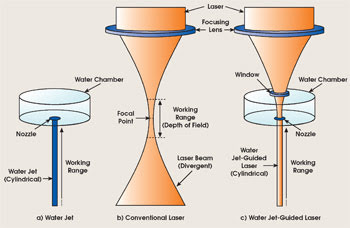
Figure 1. Operating principles of the water jet (a), conventional laser (b) and water-jet-guided laser (c) are illustrated.
An abrasive often is mixed with the water to increase the range of materials that can be cut. In this case, the water jet accelerates small abrasive particles to a very high speed. The edges of these particles cause microscopic erosion that results in a cutting action. The high-pressure water jet expels waste materials.
High-pressure water-jet cutting is a flexible tool that can be used with many materials. Unlike most laser-based processes, it causes no thermal damage. The process does not affect the surface of the material, leaving behind no burrs or particles, so there is no need for additional cleaning. Also, no gas is emitted during cutting — an important advantage when processing toxic materials. Moreover, thick pieces (up to 150 mm) and hard materials can be processed using abrasives.
Cutting machines using water-jet technology usually incur a low capital cost and also may offer the possibility of multihead systems.
Because of the high force, water-jet cutting can cause mechanical damage to the material, leading to the formation of microcracks. Uncontrolled fragmentation of the material also may occur. Pure water-jet cutting is restricted to soft materials because the water pressure itself is mainly responsible for the cutting action. Furthermore, the cut size is limited because the jet diameter typically ranges from 0.1 to 0.8 mm. When an abrasive is present, chipping can occur, resulting in cracks on such brittle materials as silicon.
Water-jet cutting machines generate significant noise, and the huge consumption of abrasives represents problems of cost and waste removal. The processed pieces must be dried after cutting is completed, creating an additional step.
Conventional dry-laser cutting
In conventional dry-laser cutting, the beam must be focused on the workpiece, resulting in a conical shape (Figure 1b), so that its power can be concentrated on a small surface. The piece absorbs the energy until melting and vaporization occur. The molten material is expelled from the cut by an assist gas, coaxial to the beam. For thicker materials, such as steel, oxygen can be used to accelerate the cutting process via exothermic reactions.
Lasers provide good cutting accuracy and repeatability, and their productivity and safety have improved over the past few years. They can produce narrow cuts in a wide range of material types, with little roughness. Lasers are versatile tools and are easy to adapt to rapid turnaround requirements and design changes. They also are easily integrated into automated production lines. Besides cutting, they can be used for other tasks, including drilling, marking and welding.
The two main disadvantages of lasers are thermal damage, which results in a significantly large heat-affected zone, and particle contamination, which results when the assist gas doesn’t sufficiently remove the molten material, causing drops to attach to the workpiece’s surface. A protective layer is usually required to avoid contamination, increasing the cost.
Other drawbacks are attributed to the shape of the beam: The cut is conical, and the working distance is short, limiting the thickness of the material that can be cut. Additionally, gas is emitted during cutting, which is problematic when toxic materials, such as GaAs, are processed. Finally, the technology requires a higher capital investment than water-jet cutters.
Still, they are ideal for such tasks as high-volume sheet metal cutting (plates for shipbuilding and construction, for example) and for drilling holes with high aspect ratios (such as in printed circuit boards).
Combining laser and water in a single process is achieved by focusing a beam into a nozzle while simultaneously passing the beam through a pressurized water chamber. The low-pressure water jet emitted from the nozzle guides the laser beam by means of total internal reflection at the water/air interface (Figure 1c). Because the jet is cylindrical, the cut is parallel.
Minimum contamination
The process generates neither thermal damage — because the water jet cools the cut between laser pulses, the size of the heat-affected zone is negligible — nor mechanical damage such as chipping, because the water jet is very thin (25 to 75 μm). The water jet expels the ablated material away from the cut, keeping contamination to a minimum, and a thin water film coats the piece during cutting, preventing particle deposition. The technology offers high accuracy and repeatability, and can process a wide variety of materials.
As with water-jet cutting, the water-jet-guided laser can experience problems with some water-sensitive materials. The processed pieces also must be dried. Materials with low absorption coefficient values, such as copper, are difficult to cut because they do not efficiently absorb laser wavelengths. Drilling of high-aspect-ratio holes also can be problematic because the water must be evacuated, which limits the aspect ratio to about 1:1. Machines using water-jet-guided laser technology require additional equipment, such as a water pump.
Another possible disadvantage is that either the platform on which the piece is held or the cutting head itself should be adjustable. Scanning mirrors cannot be used to deviate the beam because the water jet causes too much instability.
The water-jet-guided laser is ideal for high-precision applications, such as cutting and grooving, especially when a damage-free process is required. It is therefore used for wafer dicing and edge grinding, and for cutting medical devices or masks and screens for electronics.
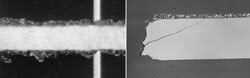
Figure 2. In a photovoltaic solar cell, an abrasive water jet produces a 1-mm-wide cut with ablation (left) but can leave the substrate prone to cracking (right).
Photovoltaic solar cells, based on silicon wafers, are covered with lines made of an electrically conductive metal, usually copper. Because silicon is brittle, abrasive water-jet cutting is not well suited for this application. The mechanical parameters are important, and cracks and chipping frequently occur (Figure 2).
For the same solar cells, laser cutting also has a number of liabilities. In the example shown in Figure 3, remelting occurred at the cut surface areas, resulting in stress-induced cracks in the boundary layer. Drops of molten metallic particles from circuit tracks also are present on the surface, inducing short-circuits that reduce the photovoltaic capability of the cell.

Figure 3. Conventional laser cutting of the solar cell can leave drops of molten material on the work surface (left) or in stress cracks in the boundary layers (right).
Finally, employing water-jet-guided laser technology for photovoltaic solar cells creates a much cleaner cut than produced by the other processes. The surface of the material is visually undamaged (Figure 4), and there are no process-induced efficiency losses. Given the roughly equivalent cutting speeds of the three processes for this application, the water-jet-guided laser clearly exhibits greatly superior cut quality.

Figure 4. Water-jet-guided laser cutting of the solar cell leaves a clean 0.1-mm-wide cut.
Pros and cons
Each material-cutting technology examined in this article offers its own set of benefits and difficulties. Consequently, each is best suited to distinct fields of application, with little if any overlap. Pure water-jet cutting is ideal for processing soft materials but not suited for precision tasks. For applications in which high heat levels are not problematic, dry lasers offer great speed and precision. However, fields such as electronics or semiconductors, which require very high accuracy and as little damage as possible, cannot use dry lasers.
For this very wide range of applications, water-jet-guided lasers offer the safest and most cost-effective alternative, delivering optimal results to users.
Meet the authors
Delphine Perrottet is the press contact, Simone Amorosi is manager of research and development, and Bernold Richerzhagen is CEO at Synova SA in Ecublens, Switzerland; e-mail: [email protected].