The challenges of producing dense wavelength division multiplexing (DWDM) filters for telecommunications has revolutionized the optical coating industry. This has resulted in coatings that display precision and stability orders of magnitude better than earlier offerings.
Arthur T. Howe, CHROMATEL; Mervyn Davis, Nordiko Technical Services Ltd.; and David Pearson, Pearsonics Ltd.
The common polycrystalline materials used for optical thin-film materials do not satisfy the requirements of telecommunications because of the instabilities caused by moisture absorption in their voids. Scatter from the grain boundaries in polycrystalline films also precludes their use in DWDM filters. The typical scatter losses of a few tenths of a percent in the near-IR are magnified by the large number of layers (100 to 200) needed for filters, and would produce unacceptable transmission losses.
To meet the challenge, industry has turned to dense, amorphous materials. Amorphous Ta2O5 has proved the most commonly used high-index material. It is produced by ion-beam sputtering,1 plasma ion-assisted electron-beam deposition2 or other customized processes. The low-index material of choice is SiO2, which is deposited naturally as a glassy, amorphous film.
The effects of water absorption are essentially nonexistent for the amorphous films used in telecom filters because of their low void volume (Table 1). The filters remain within the wavelength specification of ±0.1 in 1550 nm (0.0065 %) from dry to moist air conditions — i.e., one-eighth of the wavelength separation between adjacent channels on the 100-GHz ITU grid. Errors outside this range introduce crosstalk.
Absorption losses in Ta2O5 due to incomplete oxidation also lead to transmission losses, but very thorough oxidation of the Ta2O5 is achieved by oxygen-ion bombardment of the growing films in both the ion-beam-sputtering and plasma ion-assisted electron-beam processes. Transmission losses in a 100-GHz filter result from even a small amount of absorption from substoichiometric Ta2O5 (Figure 1). However, for fully oxidized material, Ta2O5 exhibits one of the lowest absorption coefficients for high-index oxides and is therefore a good choice for filters.
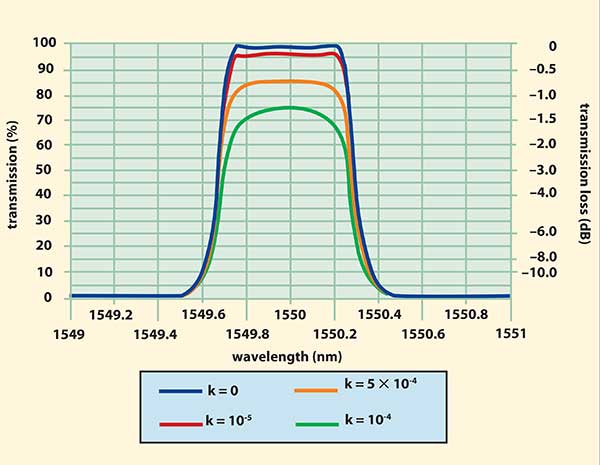
Figure 1. Graph shows transmission losses as the extinction coefficient (k) of Ta2O5 increases. DWDM specifications permit no more than 0.5 dB of insertion loss for filters (greater than 89 % transmission).
To ensure stability over decades of service, the amorphous materials should not begin to transform to the more thermodynamically stable crystalline state. Here, too, Ta2O5 is the best high-index material. Compared with other candidates such as TiO2, HfO2, ZrO2 and Nb2O5, amorphous Ta2O5 has the highest crystallization temperature (above 400 °C). SiO2 will remain glassy even at much higher temperatures.
Compensating for temperature
Precise quantification of the characteristics of the amorphous materials has been made possible by the extremely sharp transmission peaks of multicavity etalon filters and by the availability of the very precise telecom lasers used to measure shift. These advances in test and measurement have enabled solutions to the thermal problems of telecom components. DWDM filters must display extreme wavelength stability over an operating range of 0 to 65 °C. This cannot be achieved based on the material properties of the amorphous coatings alone.
Counterintuitively, the answer is a glass substrate with a higher coefficient of expansion than the coating. As the temperature rises, the glass expands and stretches the coating, thereby reducing the coating’s thickness. Glasses such as WMS have been developed so that this thickness reduction compensates almost exactly for the average change in the optical thickness — i.e., the refractive index multiplied by the thickness — with temperature (Table 1).
TABLE 1.
THIN-FILM PROPERTIES
| |
|
Amorphous SiO2 |
|
Amorphous Ta2O5
Oxide |
|
Typical
Polycrystalline |
Dry to Moist
Air Shift |
|
Multilayers: <0.01% |
|
Multilayers: <0.01% |
|
1 - 2% |
| |
|
|
|
|
|
|
Connected Void
Volume |
|
<0.1% |
|
<0.1% |
|
2 - 10% |
| |
|
|
|
|
|
|
Surface Roughness
(rms) |
|
Down to 0.1 nm |
|
Down to 0.1 nm |
|
Typically 0.5 nm |
| |
|
|
|
|
|
|
Crystallization
Temperature |
|
Will not crystallize |
|
>400 °C |
|
|
| |
|
|
|
|
|
|
(1/nt)d(nt)/dT
on WMS Glass |
|
Multilayers:
<0.5 x 10—6/°C
at 1550 nm |
|
Multilayers:
<0.5 x 10—6/°C
at 1550 nm |
|
|
Commercial glasses formulated to meet this need feature coefficients of thermal expansion of 10 × 10-6/°C to 11 × 10-6/°C. The typical temperature shift of filters constructed on such substrates is less than 1 pm/°C at the center wavelengths, which corresponds to a shift of less than 0.065 nm over the operating temperature range.
Such measurements have established the thermal stability of the films far more precisely than previously possible. Even for the common substrate glass BK 7, which displays a coefficient of thermal expansion of 7.1 × 10-6/°C, measurements have revealed excellent thermal stabilities that would exceed the requirements for precision optics in applications outside of telecommunications.
New monitoring approach
The production of DWDM filters also has necessitated a new approach to optical monitoring. Rather than sampling a succession of test glasses, component manufacturers have had to test the parts themselves to avoid tooling factor issues. Improvements in optical monitoring and the use of stabilized telecom lasers have enabled manufacturers to monitor even low signal intensities accurately, and automated predictive algorithms have been developed to ensure an accurate endpoint cut on the turning points of the λ/4 layers.
For example, the variation in transmission intensity during deposition for part of a 100-GHz filter declines to a few percent of the initial value through the layers of the first reflector stack (Figure 2). Automatic gain changes maintain high precision even at these low levels, enabling precise monitoring of the 10 λ/4 spacer layers before the transmission again increases as the next reflector stack is deposited. This cycle is repeated for the remaining three cavities.
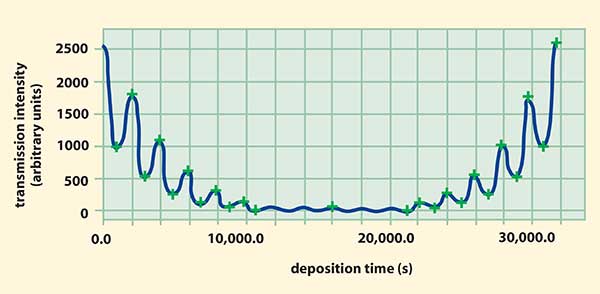
Figure 2. The transmission signal during the deposition of a 100-GHz filter (showing only the first of four cavities). The signal declines to a few percent of the initial value through the layers of the first reflector stack.
But another feature is required to obtain the accuracies necessary for telecom applications. Inaccuracies tend to be compensated in successive layers when cutting on λ/4 swings.3 This occurs only when the cumulative transmission or reflection is measured, and not when individual test glasses are used, as in general optics. Run-to-run wavelength reproducibilities of better than 0.1 in 1550 nm (0.0065 %) can be achieved for DWDM filters because of optical error compensation, despite the fact that the errors on individual layers are larger than this.
Lastly, manufacturers employ discs of glass up to 12 in. in diameter to increase the yield from the monitored regions. These discs are typically 7 to 10 mm thick and are thinned down and diced after coating to produce the small filters. Much attention has been given to wobble-free mounting, and wobble of less than 0.02° has been achieved while rotating the disc at speeds of 500 to 1000 rpm, which evens out the deposition.
Process development, automation
Process endurance and stability have been extended significantly to complete the 100- to 200-layer filters, which are 25 to 50 μm thick. For ion-beam sputtering, special attention has been given to the design and operation of the beam extraction grids. For plasma ion-assisted electron-beam evaporation, special high-capacity hearths have been developed. The oxygen-ion conditions for both processes have been optimized to produce fully oxidized films, while maximizing the deposition rate and minimizing the stress.
Although the stresses in amorphous films are generally higher than in polycrystalline films, they are acceptable for optics with an aspect (diameter to thickness) ratio of up to two — such as the small filters obtained after dicing — and for a wide range of general optics. Despite their thickness, DWDM films pass the Scotch tape test, are very hard and robust, and survive the dicing process with minimal chipping. For thinner, general coating designs, the effects of stress are lower, and the aspect ratios can be larger. For thin antireflection coatings, stress effects are negligible.
Much effort also has been put into uniformity. Quartz crystal monitors may control the electron-beam profile. Masks or a fine control of the substrate and of the target angles may control the ion-beam flux. These are welcome developments for general optics, in which larger uniform areas are sought.
With deposition times ranging from 10 to 50 hours, reliable operation is essential, and intelligent automation supplies this capability. Process parameters are monitored for conformance and are regularly logged, and the systems are designed to shut down safely in the event of any malfunction. Unattended operation is common.
Optical programs calculate the approximate turning-point transmissions so that the gain setting for each layer may be determined, and the type of fitting for the reflector, spacer and coupling layers in the structure is programmed. Unlike the traditional, operator-determined cut point, there is no need for operator intervention.
Automated coating machines, employing either ion-beam-sputtering or plasma ion-assisted electron-beam technologies, produce amorphous materials for precision optics. These machines permit the manufacture of high-precision optics, ranging from more precise edge or pass filters, wavelength-selective coatings, and precise, broadband antireflection coatings to other coatings that are near the limits of traditional technology.
The installation of coating machines with the features required to produce amorphous films will stimulate interest in coating applications that are not achievable with conventional processes.
For example, the range of materials that can be deposited in amorphous form will increase. The common coating materials Al2O3, Ta2O5, TiO2 and SiO2 are produced naturally in the amorphous form in the ion-beam-sputtering process. Here, the energy of the depositing atoms is in the range of 1 to 10 eV, providing enough mixing energy to prevent crystallization. These materials traditionally have been used where the lowest losses, down to a few parts per million, are required, such as in laser gyro mirrors.
In plasma ion-assisted electron-beam deposition, the mixing energy to prevent crystallization comes from the plasma potential. This can cover a range of process conditions and enables the production of films from polycrystalline to amorphous, including dense amorphous TiO2, Ta2O5 and SiO2.
The durability of amorphous multilayer coatings and the ability of automated machines to deposit them also enable the fabrication of more complex designs featuring hundreds of layers. Many desirable coating features can be enhanced by designs with more layers. For example, pass/block bands may be made closer together to separate closely spaced wavelengths, or the tolerance of various angles of incidence and polarization properties may be increased. Moreover, wider reflective, output coupler and antireflective bands can be achieved.
Monitoring thick layers
The means exist to deposit coatings up to 50 μm thick (approximately 200 layers at 1550 nm, or approximately 600 layers in the visible). This is beyond the scope of either quartz crystal or optical test glass monitoring. For the multicavity etalons for telecom, however, laser-based transmission or reflection monitoring has proved an excellent solution. To employ these techniques for etalons at different wavelengths requires only the use of lasers with the appropriate wavelengths. Advanced computer algorithms will help extend optical monitoring to other coating designs, for applications such as fluorescent and Raman filters.
For applications that do not require the extreme precision of DWDM filters, however, time-based monitoring may be appropriate. It is not limited by thickness or wavelength, and requires neither crystal nor test glass monitors, nor an optical pathway in and out of the deposition chamber. Rather, its precision is dependent on the ability to maintain predictable process conditions between calibration and parts runs. Load-locked ion-beam sputtering systems have demonstrated this capability.
The enormous strides made in the production of filters for telecommunications offer the opportunity to upgrade traditional coating techniques, thus reducing production uncertainty and atmospheric drift to enable greater precision. Moreover, automation and the robustness of the amorphous materials will facilitate the production of more complex coatings, opening up new applications for coatings beyond telecommunications.
References
1. Howe, A.T. and D.D. Phillips (1995). Use of ion beam sputtering in the fabrication of high quality optical coatings for laser and telecommunication applications, Proc. SPIE.
2. Zoller, A. et al. (1996). Temperature-stable bandpass filters deposited with plasma ion-assisted deposition. APPLIED OPTICS, Vol. 35, pp. 5609-5612.
3. Macleod, H.A. and D. Richmond (1974). The effect of errors in optical monitoring of narrow-band all-dielectric thin film optical filters. OPTICA ACTA, Vol. 21, pp. 429-443.