An innovative process involving a high-power, short-pulse laser is the key to creating strong metal and plastic joints for the automotive and aerospace industries.
FLORIAN KIEFER, TRUMPF INC.
The demand for lightweight construction and economic efficiency has led to R&D efforts in metal-plastic combinations. Although primarily driven by the automotive industry, this has become an increasingly important topic for other industries as well. By using a high-power short-pulse laser it is possible to establish a simple joint with a very high loadability. Design engineers are therefore gaining access to the completely new and innovative application possibilities of hybrid assemblies.
Image taken during the structuring process. The structured material appears at the left of the laser beam. Courtesy of Trumpf Inc.
Prospects of hybrid assembly
Metal is the most common material chosen for the production of load-bearing parts in the automotive and other industries, yet the continuous improvement of plastics in the last decades offers new possibilities for its use. By replacing metal parts with plastics, manufacturers
can reduce the weight and costs of manufacturing. Using the automotive sector as an example, this development not only eliminates vehicle weight while reducing gas consumption, it also reduces the material and production costs overall. The crucial issue has been creating an acceptable joint between the two materials, metal and plastic.
There are primarily two different types of joining technologies for combining metal and plastic. The plastic can either be molded directly onto the metal part in a process called in-mold assembly (IMA), or the molded plastic part and the metal part can be created separately and then bonded together during an additional processing step referred to as post-mold assembly (PMA). During the IMA process, the metal part is placed in the molding tool and then the form-fit joint is created within the molding process.
Drawbacks to traditional approaches
The IMA process leads to broad constraints in design flexibility since the metal part has to be adapted to the molding process. The design of the molding tool is also significantly more sophisticated because IMA requires a sealed joining process. These reasons are likely why PMA processes are more commonly used. However with PMA, manufacturers still struggle to meet the mechanical demands and often need additional connection elements to join the materials sufficiently. Blind riveting, punch riveting and screwing are the most common processes that require this additional connection. The concern here is that this added connection is the weak point between the elements and, therefore, the point of failure. Furthermore, when a gas or watertight combination is required, sealing and additional efforts become necessary, which only contributes to the time and resources required for joining the materials. Another method of combination is adherence. In addition to the adhesive, usually a preparation of the adherend is essential to reach the mechanical demands. This solution also adds an additional processing step. A PMA method that does not require additional connection elements is, for example, riveting technology. For this, a plastic molded pin is deformed to connect metal and plastic parts. To strengthen this connection method, extremely precise positioning of the holes in the metal to the pins in the plastic is needed. Additionally, these connections tend to become loose at high temperature changes.
Innovation in short-pulse lasers
The latest advancements in laser technology have enabled a completely new way of joining metal and plastic. Using a high-power nanosecond laser, it is possible to produce a metal-plastic bond that is not only highly loadable but one that also offers a wide range of mechanical advantages such as a fit that is watertight, gastight and resistant to temperature changes. Neither additional connecting elements nor complex component handling is needed. The process consists of two steps: laser structuring of the metal and joining of the metal and the plastic part.
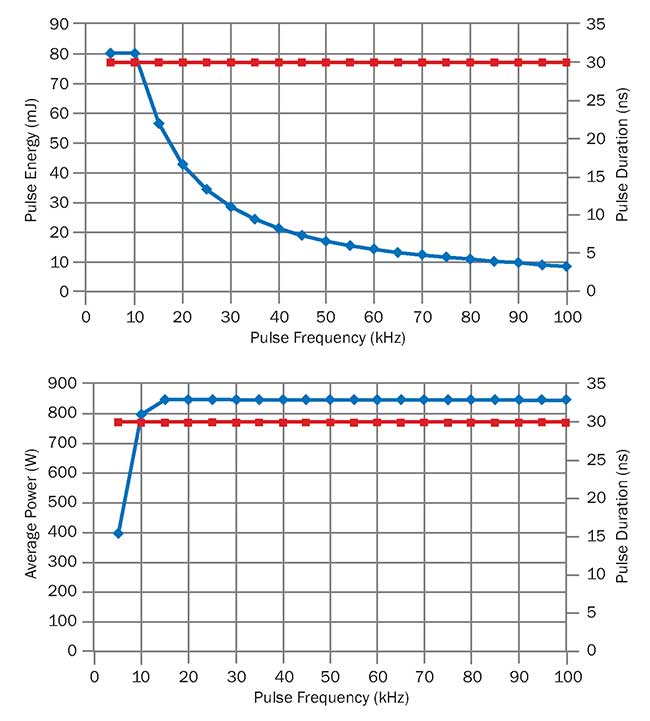
The high-power short-pulse laser is very stable and scalable due to its architecture, which is based on a disk laser, combined with cavity dumping technology. With this technology, the pulse duration remains at 30 ns throughout the complete range of the frequency. It also allows for the average power to remain stable at 850 W with a maximum of 80 mJ. Courtesy of Trumpf Inc.
A high-power short-pulse laser is a beam source that emits short light pulses with high energy. For laser structuring of the metal-plastic joints, a nanosecond laser is used. Light travels the distance from the Earth to the moon within one second. For comparison, the length of a nanosecond pulsed laser beam is about one foot. This short-pulse length in combination with the high-pulse energy leads to pulse peak powers of more than 2.6 megawatts, which is similar to the power of an average wind turbine. At the same time, the average output power of the laser ranges from a few watts up to hundreds of watts. The extreme difference between high peak power and average output power is possible due to a repetition rate of more than 100 kHz.
The design of the high-power short-pulse laser is based on a disk laser architecture. This grants high efficiency paired with low maintenance costs and high reliability. These solid-state disk lasers are common for industrial applications, and are most often used for laser cutting, welding and drilling. The high-power short-pulse laser is widely used in the solar industry or for laser cleaning of various parts. For these types of processes, high-pulse peak powers are particularly advantageous in removing coatings or dirt from the base material without damaging it.
Fast-moving beam
When using a high-power short-pulse laser for joining metal and plastics, the first processing step generates a microstructure on the surface of the metal. Short laser pulses with high-pulse peak powers create high energy densities that lead to both a partial evaporation and a partial melting of the material. The short pulse combined the short energy transfer leads to an immediate freezing of the molten mass. The metal freezes in barb-shaped edge beads generated by high gas pressure at the position of the laser spot.
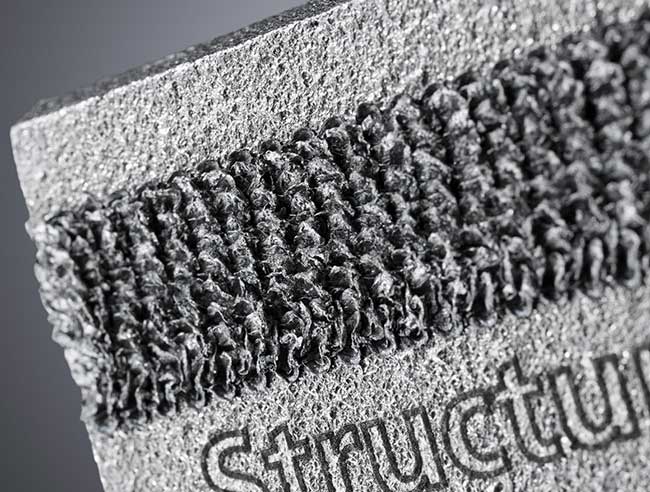
A microstructure is created on the surface of the metal through partial evaporation and partial melting of the material by the laser. Courtesy of Trumpf Inc.
Such a process is only possible if the laser beam is moved over the metal part at a fast enough speed, which is realized using scanner optics. Within the scanner optics, the laser beam hits two actuator-controlled mirrors. The slightest tilting of the mirrors moves the laser beam at a very fast rate along a distance of some millimeters. Using a special scanner movement and the right set of laser parameters, it is possible to create structure depths ranging from micrometers to 10ths of a millimeter. The resulting structure consists of many small undercuts and, depending on the demands, the generated structure can be either direction-dependent or direction-independent. By using laser pulses in the nanosecond range, the material temperature always remains low enough to avoid structural changes to the material itself. Thus, the strength of the base materials remains unchanged. Altering the energy of a pulse within the same setup, the treatment of steel, aluminum, copper and titanium is possible. In principle, every metal can be treated as long as the energy of the laser is sufficient to generate the melting phase of the metal. Furthermore, controlling the structure depth allows a fabricator to fine-tune the process velocity or the strength of the connection, which opens up a range of possibilities for applications.
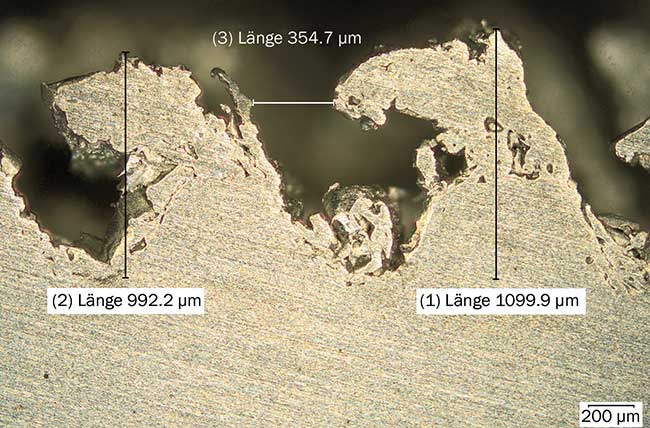
A cross section of an aluminum part, with dimensions indicated, after it is structured with the laser. Courtesy of Trumpf Inc.
Joining process
As a second step, the structured metal is joined with the plastic. Therefore, the plastic has to melt into the prepared metal structure. The joint can either be done with the IMA-process or with the separate PMA-process. Using the IMA, the metal part is placed inside the molding tool. The plastic is injected directly onto the undercut profiled metal and the bond is created. For the PMA process, the metal part is heated locally, for example through induction or by using a laser. Considering the properties of the plastic, the correct temperature for the metal is chosen. The temperature must be high enough to melt the plastic but low enough to not cause chemical decomposition. The prepared plastic part is then pressed against the hot metal. The plastic melts and flows into the undercuts. A strong connection between the metal and plastic is formed after the plastic is refrozen. With the ability to regulate the structure depth, this process can be successfully employed for joining nearly every type of plastic. In addition, a structure with coarser roughness also enables fiber-reinforced plastic to be used. The IMA process additionally allows for use of a duroplast.
Contact-free laser treatment
With the laser structuring process, the resulting joint resembles a zipper in that the metal and plastic parts are interlocked through small barb-shaped undercuts that are in the micrometer range. This joining method grants high cohesion with high flexibility. In addition, impressively large forces can be exerted in any direction on the complete metal-plastic part due to the structuring of anisotropic undercuts. The result is a joint that can exceed the strength of the untreated plastic. With minimal distance between connective points, the difference in thermal expansion of the metal and plastic is nearly negligible. As a result, the joint is extremely resistant against varying temperatures as well as against dynamic stress. It is also possible to design a water- and gastight metal-plastic joint.

A metal-plastic bond is generated using a high-power nanosecond laser designed by Trumpf. Courtesy of Trumpf Inc.
The contact-free laser treatment of the metal enables manufacturers to structure flat, round, or even more complex parts of any form. The continuous bond created between the two materials and the resulting high loadability of the joint enables fabricators to join smaller areas and thereby achieve high joining velocities. The process velocity of a 5-mm-wide area is greater than 3 m/min, which is comparable to the velocities of a laser-welding process. After setting the process-specific parameters to perform at its optimum level, the joining process is both fast and easy to reproduce. The high degree of flexibility when it comes to choosing a suitable material, combined with the steadily increasing areas of usage for plastics, make this laser joining process applicable for any industry.
Laser structuring applications can easily be found from the aerospace and automotive sectors to energy engineering — virtually any place where metal meets plastic. Furthermore, laser structuring is not only a convenient and innovative solution for joining metal and plastic; it can also be used to increase friction between two components. Laser structuring is especially well-suited for this application since the various materials can all be structured using a single laser. By adjusting the structure depth, the friction can also be fine-tuned to a specific value, depending on the desired result. Laser structuring can also be used as a preparation step for coatings. With this technique to increase the contact surface between the materials, the bond between a metal part and a ceramics coating can be made significantly stronger. As an added benefit, the heat transfer between base material and coating also improved. The possibilities of laser structuring are endless. For many parts, completely new perspectives will arise as the mechanical properties of metal-plastic joints and additional applications for laser structuring are further understood and applied in manufacturing.
Meet the author
Florian Kiefer is a senior application engineer at Trumpf Inc. in Farmington, Conn. In this role, he supports Trumpf’s short- and ultrashort-pulse solid-state laser product portfolio; email: [email protected].