BRENNAN DECESAR AND MARK BOYLE, AMADA MIYACHI AMERICA INC.
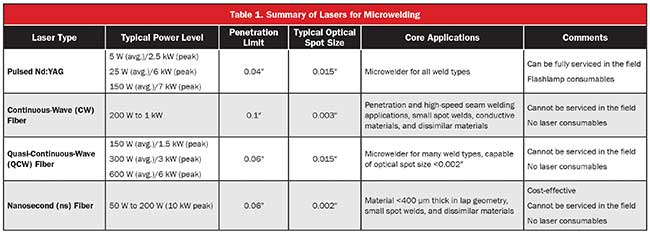
Four distinct laser types are suitable for microwelding: pulsed neodymium-doped yttrium aluminum garnet (Nd:YAG); continuous-wave (CW) ytterbium-doped fiber; quasi-continuous-wave (QCW) fiber; and nanosecond pulsed fiber. Each laser offers unique features that work best for specific applications. In some cases, several options may be viable, but considerations for cost of ownership and serviceability often dictate the optimal laser choice.

CW lasers are simply turned off and on as needed but can be modulated by electrically driving the current to the diodes to provide pulsed output. These lasers have relatively low peak powers and can be fired indefinitely. Nd:YAG and QCW fiber lasers typically achieve peak powers in the range of 0.2 to 4 kW, with pulse durations of 0.1 to 10 ms. Nanosecond fiber lasers operate at around 10 kW peak power with 60- to 200-ns pulse durations.
Nd:YAG is an established source, with great all-around microwelding capability. With the Nd:YAG laser, neodymium atoms are doped into a host crystal of yttrium aluminum garnet to form the active gain medium. This solid rod of material is typically 2.5 to 5 mm in diameter and roughly 100 mm long. Microwelding Nd:YAG lasers are optically pumped using flashlamps. They typically emit NIR-wavelength light at 1064 nm, but they can be frequency doubled to the second harmonic of 532 nm (green).

Nd:YAG laser welding: wire-to-ring spot weld (a), electrical connections (b), and medical tool weld (c). Courtesy of Amada Miyachi America.
This laser’s optical design is relatively simple. Its heart is the power supply that drives and controls the flashlamp voltage and allows precise control of peak power and pulse duration during the laser pulse. Internal optical feedback mechanisms moderate the output intensity.
Nd:YAG also offers high peak powers in small laser sizes, enabling welding with large optical spot sizes. This translates to maximized part fit-up and laser-to-joint alignment accommodation. An example is a 25-W average power Nd:YAG laser that can produce 6 kW of peak power — a level sufficient to weld steel or aluminum with a 600-μm spot size.
The pulsed Nd:YAG laser has been around for many decades and has by far the largest installation base. In today’s laser landscape, it is best suited to spot welding applications that require penetration depths under 0.5 mm and seam welding of heat-sensitive packages.
A fiber laser is generated within a flexible doped-glass-fiber medium that is typically 3 to 9 m long and between 10 and 50 µm in diameter. Ytterbium is the most common doping element because it provides good conversion efficiency and a near-1-µm output wavelength, which matches well with existing laser-delivery components.
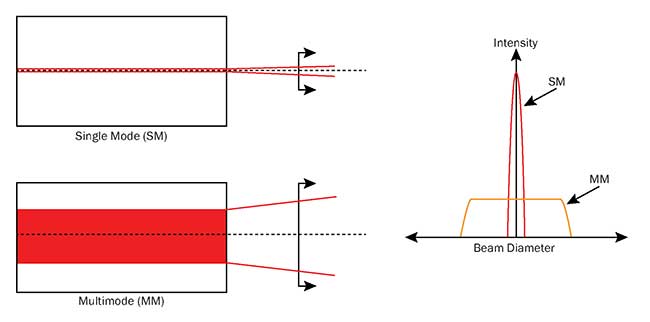
Schematic of single- and multimode fiber lasers. Courtesy of Amada Miyachi America.
The laser radiation is generated wholly within a flexible optical fiber, so there is no need to align the medium to cavity mirrors. The highly efficient lasing process means the fiber laser can be small and air-cooled, achieving high wall-plug efficiencies and dramatic reductions in overall system complexity.
The fiber laser can be focused to a small spot size and has a broad range of beam qualities, which can be tuned for each welding application. The two ends of the beam-quality spectrum are single-mode and multimode. Single-mode is defined by a beam quality, or M2, of less than 1.2. Multimode M2 values are generally above 2, with 50-µm core fibers around 7. The mode dictates both the extent to which the laser can be focused and the power-density distribution across the laser beam.
Three different types of fiber lasers are suitable for laser microwelding. CW fiber lasers provide excellent weld speed and penetration characteristics and are able to weld conductive and dissimilar materials. A 500-W average power modulated fiber laser is well suited to general seam welding up to 1.5 mm depth, high-speed seam welding of similar and dissimilar materials, and spot welding with spots under 100 µm in diameter.

Beam-quality effect on weld for a single-mode and multimode laser. All welds are shown in 0.06-in.-thick stainless steel: 500-W single-mode fiber laser with an M2 value of 1.2 at 300 inches per minute (IPM) with a 30-μm spot size (a); 700-W multimode laser with an M2 value of 15 at 100 IPM with a 150-μm spot size (b); 1-kW multimode fiber laser with an M2 value of 15 at 80 IPM with a 250-μm spot size (c). Courtesy of Amada Miyachi America.
For high-speed seam welding applications, CW lasers are operated in continuous-wave mode, which means the laser output remains on continuously for the duration of the process. For spot welding of a single weld or seam, the laser output can be pulsed or, more correctly stated, modulated — turning the laser on and off rapidly.
The CW laser’s peak power is the same as its maximum average power. As a result, focused spot sizes are generally kept under 100 µm in diameter to achieve sufficient power density for welding with laser power levels under 1 kW. Because of the small optical spot size, lap and fillet weld geometries are preferred. Butt welding is possible if there is appropriate part fit-up or if a seam location vision system is used. An alternate method employs a scan head that can create motion lateral to the weld direction — known as wobble — which can widen the weld, effectively reducing joint alignment sensitivity.
QCW fiber lasers work well for small spot size and deep penetration applications, but they also provide comprehensive coverage of many microwelding applications.
The QCW fiber laser’s peak power and pulse width characteristics are similar to those of the Nd:YAG laser, but the parameter range is narrower. Similar to CW fiber lasers, QCW lasers offer single-mode to multimode options, with a broad range of spot sizes from 0.025 to 1 mm as needed for the application.
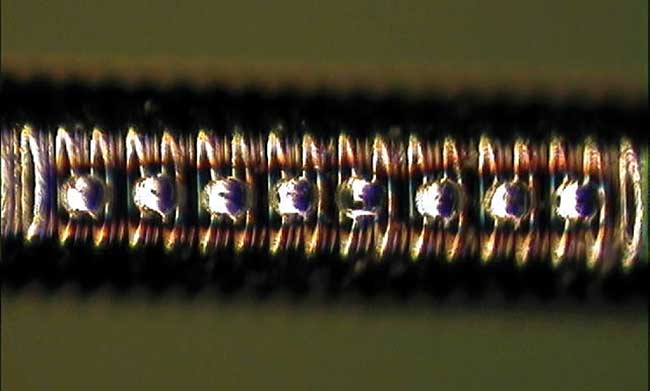
An example of a CW fiber laser application is coil welding with sub-100-μm spot welds. Courtesy of Amada Miyachi America.
The nanosecond fiber laser enables fine control for welding small parts and the ability to weld dissimilar materials using sub-400-ns pulse durations. These shorter pulse durations are achieved using either Q-switching or MOPA (master oscillator power amplifier) technologies. The resultant high peak powers enable welding of almost any metal, including copper, aluminum, and most steels.
A recent addition to welding lasers, the nanosecond fiber laser is the same used for laser-marking applications and is a cost-effective solution that can be repurposed effectively for certain welding applications. The nanosecond laser provides multi-kW peak power with pulse durations between 60 and 250 ns that can be delivered between 20 and 500 kHz.
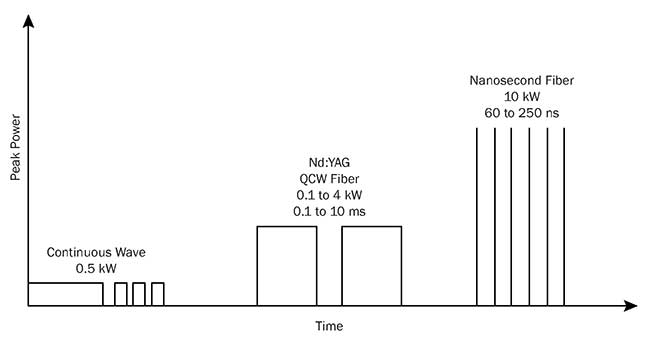
Peak power and pulse width for three types of lasers: continuous wave, quasi-continuous wave, and nanosecond fiber. Courtesy of Amada Miyachi America.
Although the Nd:YAG, CW fiber laser, and pulsed fiber laser are all very different, the Nd:YAG and QCW are very similar in terms of welding capability. Both have high peak power and millisecond pulse durations for large diameter (>200 µm) spot and seam welding.
The Nd:YAG laser is well established and has an extensive installation base and end-user familiarity. The QCW laser is the relative newcomer among the two, with strong cost-of-ownership features.
The most interesting matchup among laser options is the Nd:YAG and the QCW fiber laser, which offer similar welding capabilities. From a welding perspective, these two lasers are quite close. Primary points of consideration are the cost of ownership and serviceability. The QCW laser does not use flashlamps — a factor that reduces maintenance costs. The Nd:YAG is fully serviceable in the field. The final choice can thus fall to a simple equipment inclination driven by a preference for a laser that is cheap to run or one that can be maintained 24/7 without external support.
Each of these four lasers has its own benefits from welding, manufacturing, maintenance, and cost-of-ownership perspectives. The good news is that there is a wide selection of sources for a specific situation.
Meet the authors
Mark Boyle, Ph.D., is product manager at Amada Miyachi America. He has been in the laser industry for almost 20 years and has worked with all types of lasers, from ultrafast to CW lasers. In his current role, he identifies market and application needs for new products. He received his doctorate in physics from Freie Universität Berlin; email: [email protected].
Brennan DeCesar is an advanced technology engineer at Amada Miyachi America. He has performed laser applications R&D work for 10 years, focusing on high-precision processing and application development with femtosecond and fiber lasers. He has a master’s degree in engineering science from Penn State University; email: [email protected].