Smaller devices, tighter tolerances, and higher performance demand finer and finer features — hence the increasing need for micromachining. For lasers, this often translates into a requirement for shorter pulse widths. However, these must be at the right wavelength. What’s more, the entire solution, including the laser, must be cost-effective.
Hitting that combination can be a challenge, but it’s one that micromachining specialist Potomac Photonics of Baltimore addresses by having an array of lasers.
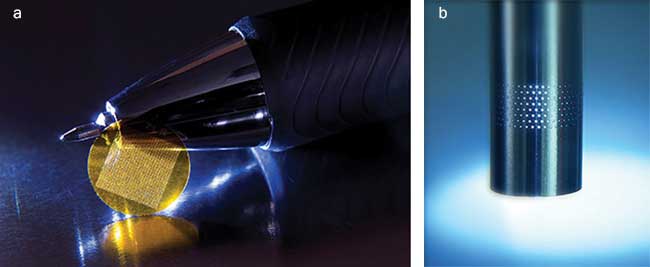
Lasers help manufacturers micromachine plastics (a) and metals (b) by drilling micron-size holes. Courtesy of Potomac Photonics.
“We pretty much have every wavelength in-house because we want to be able to deal with every material,” said Mike Adelstein, Potomac’s president and CEO. “There are very few materials we can’t cut.”
But as the needed wavelength shortens, the cost goes up and the speed goes down, he added. It may be possible to cut, drill, and weld on a microscopic scale, but it may not be economical. This could be the case even though Potomac Photonics concentrates on medical devices, aerospace, and biotech — areas where components tend to be of high value and it’s critical to meet exacting specifications with a rapid turnaround.
The wide array of wavelengths is a benefit during proto-typing, Adelstein said. Customers are often not sure which material will be best for an application and so will want to try out several possibilities. After an evaluation, they can decide which material offers the optimum outcome in terms of performance, quality, and cost of the finished product.
Potomac Photonics buys lasers and builds its own micro-machining systems, adding hardware and software to make the package suitable for use in a production setting. For the lasers, it is important that they be reliable — that’s key to lowering the cost of production, Adelstein said. A decrease in cost per watt delivered to the work surface is also vital in driving down manufacturing costs.
The price of the lasers used in micromachining has fallen significantly, widening the possible applications. Some micromachining employs ultrafast lasers with ultra-short pulse widths. In an example of expanding applications, such lasers are now being used to improve car fuel efficiency by, among other things, reducing friction through creating pits in part surfaces that are tens of microns wide and long.
“These small pits hold oil because of the surface tension and prevent direct metal-to-metal contact,” according to an analyst team from Mordor Intelligence, of Hyderabad, India, in discussing the firm’s report “Global Ultrafast Lasers Market.” The report covers lasers with a pulse width of a picosecond or less.
Mordor Intelligence notes that another example of automotive micromachining can be seen in nozzles that spray fuel into the engine. Ultrafast lasers create smoother hole walls, with a fivefold reduction in average surface roughness. This leads to a significant increase in engine performance.
The firm puts the current global ultrafast laser market at $2.69 billion. And in part because of the growing use of micromachining, the market is forecast to reach $10.27 billion by 2023. That translates to a compound annual growth rate of 24.96 percent.
It is important that the lasers are reliable — that’s key to lowering the cost of production. A decrease in cost per watt delivered to the work surface is also vital.
Microwelding, a form of micromachining, is attracting the attention of several industries, said Marco Mendes, director of the applications engineering materials processing division of IPG Photonics. The Oxford, Mass.-based company makes fiber lasers, a technology that Mendes said is rugged and well suited for power applications. These are both important characteristics to have in microwelding and precision welding, which can demand work surface spot sizes as small as 25 µm.
“Welding of thin foils and dissimilar materials, that’s always a difficult area. It has been so historically,” Mendes said. “Recently, with a number of advances on lasers, we’ve shown great progress there.”
An example is copper. The metal is highly reflective in the NIR, and IPG’s ytterbium-doped fiber lasers emit at around 1064 nm. But, because of the high beam quality of fiber lasers, the light can be focused down to a small spot size. With enough power, very precise, high-quality welds are possible, Mendes said. This is the case both for CW lasers and those with pulsed outputs from a microsecond down to hundreds of nanoseconds duration.
This happens, in part, because the high-power density quickly melts the copper. When that occurs, the reflectivity falls and the light absorption climbs, making the welding process more efficient.
In contrast to copper and thin films, welding plastic to metal often involves getting the light through a first layer and absorbed by a second. For this and plastic welding, IPG Photonics has seen interest by industry in thulium fiber lasers. These emit at around 2 µm, a wavelength that allows control of absorption.
Power levels, pulse energy, and available peak power are increasing, Mendes said. Since throughput typically depends upon power, this increases the number of parts that can be processed per hour. In turn, this reduces the cost per processed part, making the micromachining more cost-effective.
Another provider of lasers for micromachining solutions, Santa Clara, Calif.-based Coherent Inc., makes a wide variety of sources and systems, ranging from nanosecond to picosecond pulse widths. Operating wavelengths are up to 10 µm and as short as a few hundred nanometers. Wavelengths below 550 nm are created by doubling, tripling, or quadrupling beams in the IR, ending up in the green, UV, or deep UV, respectively.
“You can have better focusing and depth of focus, and generally you have a smaller absorption volume in the material. The trade-off is on the throughput,” said Florent Thibault, product line manager for industrial picosecond lasers at Coherent.
He added that the throughput tends to drop because the conversions cause a loss of power. Even so, that may be less of a problem in micromachining, since the amount of material to be removed, marked, or drilled through is typically microscopic.
The choice of wavelength involves balancing throughput and quality, Thibault said. The shorter UV wavelengths offer an additional benefit because most materials tend to absorb them strongly — an advantage when dealing with structures composed of many different materials.
Along with moving toward shorter wavelengths, another big trend is a shift to shorter pulse widths, in response to the worldwide push for greater precision in manufacturing.
The shift to shorter pulse widths is in response to the worldwide push for greater precision in manufacturing.
An important development is the ongoing price reduction of lasers. For instance, the cost per watt of Coherent picosecond systems has fallen 90 percent over the last 10 years, Thibault said. That expands the areas in micro-machining, where using such sources makes sense.
One major need for laser systems has been for greater integration. For example, a laser cutting an automotive dashboard should adjust its pulse rate as contours are processed. Otherwise, the amount of energy per length of material cut will vary as the speed of movement does. To keep the energy density uniform and optimize speed and quality, the laser and the rest of the processing equipment must talk to each other and be synchronized on a nanosecond scale.
Coherent increasingly will integrate intelligence in its ultrashort-pulse-width lasers to allow system integrators and end users to benefit from the full potential of these systems, Thibault said. Making lasers easier to use should help add to the pool of possible applications.

Smart control of laser micromachining enables high-speed cutting of curves and insets into glass, such as this one that is used for display substrate. Courtesy of Coherent Inc.
Cutting and micromachining ultrashort-pulse-width lasers offer unique processing capabilities. And an integrated system must enable those while maintaining production uptime.
That’s the focus for Amada Miyachi America in Monrovia, Calif. The company makes ultrafast-laser-based microcutting and micromachining systems, and other products.
Finally, micromachining often benefits from fast scanning or parallel processing — an important future trend, according to Jeff Sercel, principal with JP Sercel Technical Business Consulting of Center Harbor, N.H. Sercel has decades of micromachining application experience.
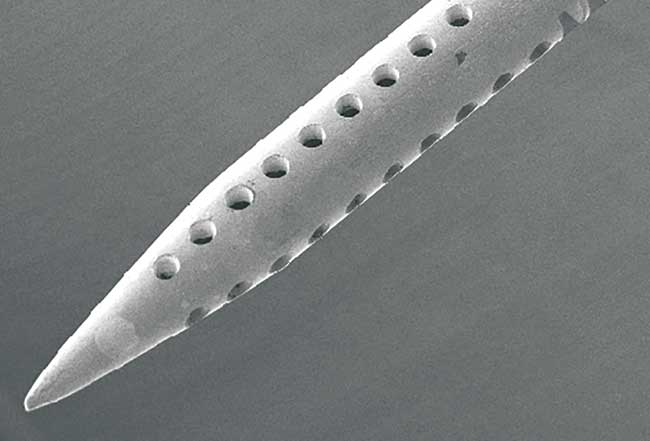
An ultrashort-pulse-laser is used for drilling of microcannula — tubes inserted into the body for medical reasons, such as the injection of fillers for dermatology and plastic surgery. Courtesy of Amada Miyachi America.
Micromachining involves either thermal or photonic, and therefore cold, processing. The best lasers for photonic processing Sercel has seen are in the deep UV and have pulse widths of less than a nanosecond. Because of the wavelength, single photons have sufficient energy to handle difficult dielectric materials.
The alternative is to use a longer wavelength and less expensive laser, achieving the necessary photon energy through multiphoton absorption. However, given today’s laser capabilities and specifications, those processes are less than 100 percent efficient.
At a rate of as much as tens of millions of pulses per second, the result of even slightly imperfect efficiency is that heat builds up in the material. Minimizing the heat requires fast scanning of the beam or splitting it up to enable parallel processing.
Micromachining metals, in contrast, can be accomplished with wavelengths in the visible and IR. But, again, heat builds up and fast scanning or parallel processing is often beneficial.
Thus, systems that provide fast and high-accuracy scanning using galvanometer mirror and stage combinations could be significant for micromachining, Sercel said. So, too, are those that enable parallel processing via micromirrors.
Still, any micromachining solution needs to be reliable enough for an industrial application and easy enough for nonskilled personnel to use. It also must meet cost targets, which may dictate wavelength selection.
“You use the photons that are the most cost-effective,” Sercel said.