As new applications require more laser power, components make the difference between success and failure for fiber optics laser and delivery systems.
PIERRE LAPERLE, OZ OPTICS LTD.
Specialty fiber components are an increasingly important part of generating and transmitting high-power laser beams for applications ranging from materials processing to laser surgery to lidar. These applications require precision — with minimal surrounding damage — and accuracy, both of which can be achieved with a high-quality (diffraction-limited) laser beam.
Since the late 1980s, single-mode fibers (SMFs), which offer such beam quality, have been used in fiber lasers in a laser diode core-pumped configuration, generating tens of mW of power. The advent of the clad-pumping scheme in the 1990s permitted a jump in power to a few watts, but for today’s uses, scaling output power into the tens, hundreds, or thousands of watts has been hindered by thermal loading and nonlinear effects. The key to unleashing power is to use larger core fibers and pumping schemes to distribute thermal load and to increase the power threshold of nonlinear effects. The building blocks of fiber laser and delivery systems are components that can manipulate light in such a way as to link different parts of the laser with minimal loss.
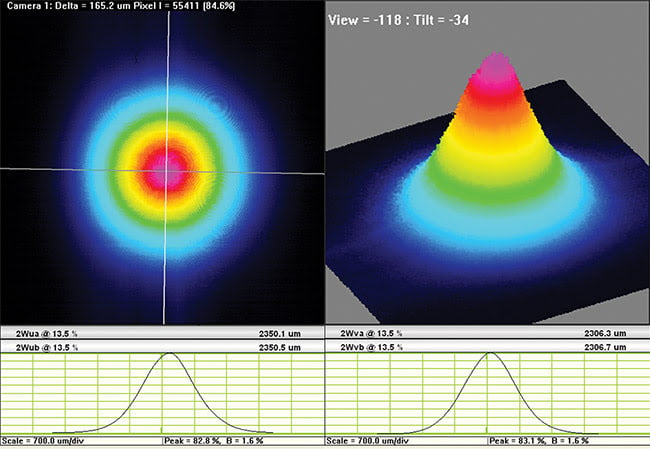
Figure 1. Diffraction-limited beam profile of a fiber with end cap for high-power applications. Courtesy of OZ Optics.
Unfortunately, SMFs have narrow cores. When exposed to high power densities and undesired nonlinear effects, they suffer from catastrophically damaged end faces, which limits achievable power. Components such as mode field adapters (MFAs), combiners, and end caps, however, enable fiber lasers to scale power (Figure 1).
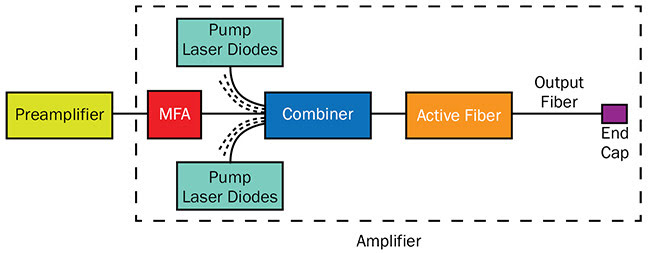
Figure 2. Schematic diagram of a master oscillator and power amplifier (MOPA) laser system in which mode field adapter (MFA), combiner, and end cap are used. Courtesy of OZ Optics.
Components are typically used in a
master oscillator and power amplifier (MOPA) system, which is a laser system consisting of a preamplified seed laser plus a laser amplifier for increasing the output power (Figure 2). An MFA matches the laser beam size of the SMF from the preamplifier to the large-mode-area (LMA) active fiber of the amplifier stage to achieve minimal loss, a combiner couples several pump laser diodes into the active fiber cladding of the amplifier stage, and an end cap on the output fiber reduces the power density to below the damage threshold of the fiber. These components are also used in collimators and isolators, for sealing photonic crystal fibers, and for matching dissimilar fibers for R&D and industrial applications.
High-power limitations
Fiber systems contend with various limitations, including the fibers themselves, their end faces, damage threshold, dispersion of laser energy, and back reflection, all of which must be managed effectively when designing and choosing fibers for high-power applications.
An optical glass fiber (defined as glass by its core and clad chemical composition and fabrication) can sustain damage. For example, damage at the end face of an optical fiber used in laser beam delivery is attributed mainly to a thermal failure mode for CW and pulsed laser beams, and to dielectric breakdown of defects in the case of ultrafast pulses. The laser beam energy is partially absorbed by irregularities at the glass/air interface, where heat builds and leads to catastrophic damage.
Damage threshold determines the power density that a glass fiber can handle, so it must also be considered. Defined by the laser beam wavelength, damage threshold is expressed in W/cm2 (or the maximum fluence in J/cm2 for pulsed laser). For example, a photon at 532 nm has twice the energy of a photon at 1064 nm. In this case, the damage threshold at 532 nm will be at least half of what it is at 1064 nm. In practice, the damage threshold is much less than half. It scales nonlinearly with photon energy, as new damage mechanisms appear.
Fiber laser systems are used to generate high-power laser beams but the power they can achieve is limited by nonlinear effects that disperse the laser energy. Stimulated Brillouin scattering (SBS) and stimulated Raman scattering (SRS) are the two main nonlinear effects. Brillouin scattering refers to the scattering of light from acoustic waves generated through electrostriction. As the input power increases, a threshold level is reached and the scattering process becomes stimulated, causing saturation of the main laser power. Raman scattering refers to the scattering of light from vibrating glass molecules, which shifts the scattered light to higher wavelengths. SRS occurs when an input power threshold level is reached and power is taken away from the main lasing to SRS. Both SBS and SRS power thresholds are proportional to the laser’s effective mode area.
Manipulating power density
Fiber heat load can be managed in sev-eral ways, for example by adding end caps, which reduce the power density at the tips of fibers in laser beam delivery systems to below the damage threshold at the glass/air interface. An end cap is a short piece of fused silica, also known as coreless fiber, which is spliced to the end of the fiber (e.g., SMF, multimode fiber [MMF], LMA fiber, or holey fiber). As the guided laser beam traveling down the fiber reaches the end cap, the beam is free to expand and the power density drops at the glass/air interface (Figure 3). The angular spread of the beam in the end cap depends on the numerical aperture (NA) of the fiber. The end cap length and diameter are adjusted to achieve the required power density at a specific wavelength or wavelength range.
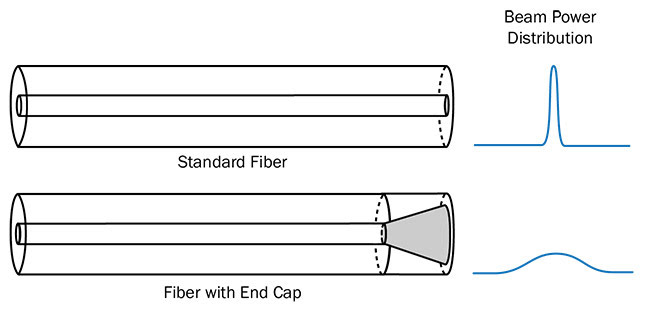
Figure 3. Schematic diagram of an end cap and its effect on light propagation to decrease the output power density. Courtesy of OZ Optics.
In manufacturing an end cap, beam quality, NA, and polarization extinction ratio for polarization maintaining (PM) fibers must be considered1. The fiber core deformation (and stress rod deformation in the case of PM fibers) needs to be minimized during the fusion splicing between the coreless fiber and the guiding fiber to conserve the output characteristic of the laser beam. Another determinant factor for power handling is how the end-capped fiber face is prepared. It can be either cleaved or polished, and in some cases an antireflection (AR) coating can be added. For cleaved end caps, any defects such as scribe and surface marks will reduce the power handling. For polished end caps, it is very important to remove any surface contamination from the polishing process; ultrasonic cleaning is commonly used in such cases. Tiny scratches left by the polishing pad can be removed by conditioning with a CO2 laser to even out the glass end face (Figure 4).
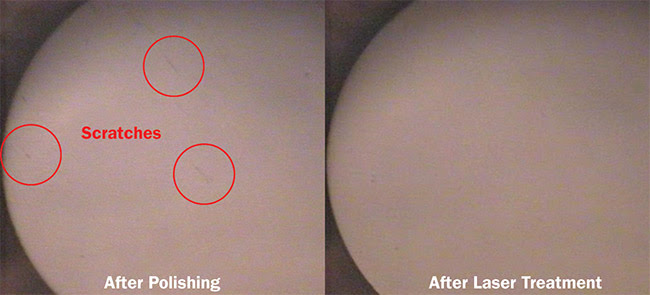
Figure 4. Comparative view of optical fiber surface quality after polishing and after laser treatment. Courtesy of OZ Optics.
An AR coating is added to the end-capped fiber face to minimize back reflection, which can cause power instabilities. However, this is done at the expense of reducing the power handling because some energy from the beam can be absorbed or scattered in the AR coating layers. The amount of internal stress in the AR coating will also affect the speed at which failure occurs.

Figure 5. High-power, end-capped air-gap ferrule connector (FC) with adjustable ferrule. Courtesy of OZ Optics.
An additional way to manage fiber heat load is to use an air-gap connector design. In a standard design, where the fiber is glued to the connector ferrule, the heat generated at the tip of the end cap can burn the epoxy and leave residues on the end face, leading to catastrophic damage. In an air-gap ferrule connector (FC) or a subminiature version A (SMA) connector design, the end-capped fiber typically protrudes a few millimeters from the connector body so that heat can be safely dissipated. The connector can also feature an adjustable design where the ferrule position is moved for maximum laser beam coupling in fiber delivery systems (Figure 5). In order to accommodate the required power density, the end cap diameter will vary from being identical to the fiber it is spliced on to a few millimeters larger.
Reducing nonlinear effects
In laser systems where nonlinear effects must be reduced while saturation energy must be increased to reach high powers, MFAs are used to change the mode field diameter (MFD) of one fiber to match the MFD of another fiber in order to achieve low loss. The most common technique to reduce nonlinear effects, though, is to increase the core diameter of the fiber. When this is done, the MFD of the active fiber used in the high-power laser stage will no longer match the MFD of the fiber used at the low-power preamplifier stage. Connecting the two stages directly would result in high losses. The MFA bridges the gap between the two stages.
Two techniques are commonly used to adjust the MFD. One of these is thermally expanded core (TEC), which increases the core size and decreases the NA over a short section. It is well-suited for increasing the MFD of SMFs but not for decreasing the MFD of LMA fibers2. TEC involves heating the smaller core size fiber to high temperatures, usually in arc or CO2 fusion fiber splicers. The arc or CO2 power is adjusted to transfer enough heat to diffuse the core dopants radially without altering the external diameter of the fiber. The amount of diffusion is governed by the exposure time. Figure 6a illustrates an SMF spliced to an LMA fiber with and without a TEC. Using a TEC can generally limit loss attributable to mode mismatch to below 0.5 dB; without TEC, the loss can be as high as several dB.
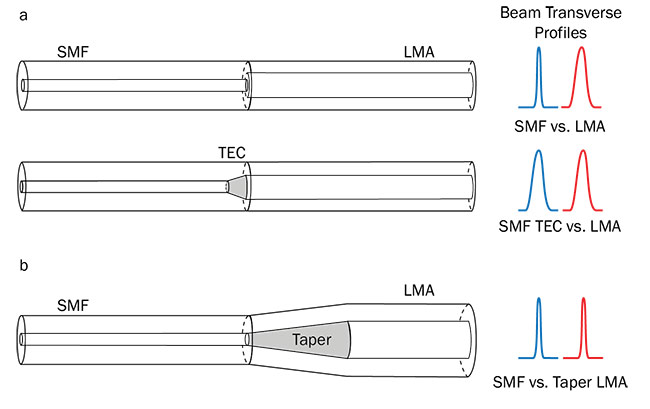
Figure 6. Schematic diagram of a single-mode fiber (SMF) without and with a thermally expanded core spliced to a larger core large-mode-area (LMA) fiber (a), and a tapered LMA fiber (b). The laser beam transverse profiles are illustrated at splice interfaces. TEC: thermally expanded core. Courtesy of OZ Optics.
Tapering is another way to adjust the MFD. With this technique, the larger fiber is heated and elongated to create a tapered profile, which is then spliced to the smaller fiber (Figure 6b). Similar to TEC, arc or CO2 laser fiber fusion splicers are used for tapering. The core ratio and the length of the taper need to be carefully calculated to achieve an adiabatic transfer of the beam energy. Any leak of light outside the core will result in a hot spot, causing damage. This technique is limited by the core size and length that can be achieved in a splicer. For very dissimilar fibers, TEC and taper techniques can be combined to match their mode field diameters.
Power scaling
A combiner or pump combiner is primarily used in fiber laser systems to bring the pump light into the active fiber of the laser. Pump combiners are an essential part of fiber laser systems, allowing power scaling to kW levels. Combiner configurations can be end clad-pumped or side clad-pumped, but the former is used most often3. The basic form of the end-pumping configuration consists of multimode fibers arranged in a bundle and tapered to match the cladding size of the active fiber (Figure 7a). The combiner bundle and the active fiber are cleaved and spliced together. For MOPA systems, the pumping configuration can be forward or backward with respect to the signal propagation. In this case, the combiner becomes more complex, integrating a signal fiber in the center of the fiber bundle (Figure 7b). To minimize coupling loss between the signal fiber and the active LMA fiber, an MFA is added to the signal fiber.
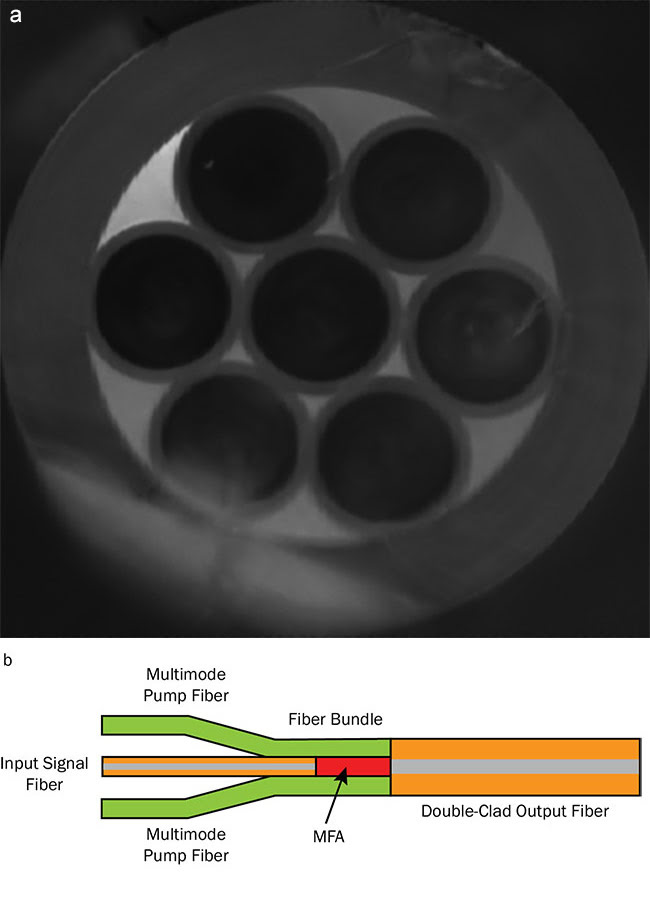
Figure 7. A typical 7×1 combiner fiber bundle (a); and the basic principle of a combiner with signal fiber for high-power fiber laser systems (b). Courtesy of OZ Optics.
Several techniques, such as TEC4 or tapering, may be used to fabricate the MFA. Types of combiners include N×1, which combines N pump lasers into one output fiber, and (N+1)×1, which combines N pump lasers and one signal fiber into one output fiber. The signal fiber can be either PM or non-PM.
One common technique to fabricate end-pumped combiners is to overclad a bundle of fiber with a glass capillary and taper it down to the appropriate size in a fusion splicer. The adiabatic criterion for tapers also applies for combiners. The challenge of fabricating a combiner is to bring the fiber bundle into a tight fit to minimize the deformation of fibers during the tapering, especially of the signal fiber. The glass capillary and fibers assembly also needs to be contaminant-free to eliminate hot spots during high-power laser operation.
Development of end cap, MFA, and combiner for various optical fibers and new
application requirements is an ongoing process. These components are the backbone of high-power fiber delivery and laser systems. Without them, combining the
flexibility and low maintenance of fibers and high-power laser beams would not be achievable. Technical knowledge of fiber properties and fabrication is necessary for the design of low-loss and high-power handling components. Furthermore, the availability of high-precision glass processing equipment combined with the best practices and technical know-how in the manufacturing environment make the development of specialty fiber components easier and more competitive.
Meet the author
Pierre Laperle is a high-power components manager at OZ Optics Ltd. with more than
20 years of experience in the component, laser, and specialty optical fiber industry. He has a Ph.D. in physics from Laval University; email: [email protected].
References
1. A. Knigge et al. (April 2017). Fibers with end caps. Physics’ Best, pp. 2-5.
2. M. Faucher and Y.K. Lize (2007). Mode field adaptation for high-power fiber lasers. CLEO, paper CF17.
3. D. Stachowiak (2018). High-power passive fiber components for all-fiber lasers and amplifiers application — Design and fabrication. Photonics, Vol. 5, Issue 4.
4. K. Zhao et al. (2015). Fabrication of high-efficiency pump and signal combiner based on a thermally expanded core technique. Opt Laser Technol, Vol. 75, pp. 1-5.