The high power of disk lasers opens the door to applications that have been closed to conventional lasers.
Dr. Kurt Mann, Trumpf Laser GmbH & Co. KG, and Timothy Morris, Trumpf Inc.
The driving factor in the development of lasers for industrial materials processing is the demand for higher power levels combined with improved beam quality. Achieving this goal with conventional Nd:YAG rod lasers is limited because of thermal lensing. Replacing lamps with diodes for generating the laser reduces thermal lensing. However, beam quality is still limited at high power levels. The disk laser eliminates thermal lensing, thereby providing very good beam quality at high power levels and enabling new processing capabilities.
The disk, an ytterbium YAG crystal, is activated by light from laser diodes. The conventional Nd:YAG rod dissipates heat through its cylindrical surface, which is perpendicular to the axis of the laser beam, creating thermal gradients and thermal lensing. In contrast, the disk dissipates the heat parallel to the axis of the laser beam, resulting in a consistent temperature over the disk surface and no thermal lensing.
Improved beam
A single disk provides approximately 1 kW of laser power with a beam quality of 7 mm·mrad with current diode technology (Figure 1). This beam is approximately four times better than a comparable diode-pumped rod laser.
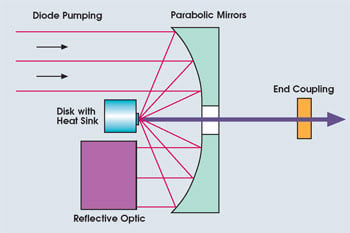
Figure 1. Because thermal gradients in the thin disk are perpendicular to the optical axis of the laser, they do not diminish the output beam’s quality.
Current Trumpf disk lasers include a 1-kW unit with a beam quality of 6 mm·rad, which can be coupled with a 100-μm fiber and a 300-W laser at 4 mm·mrad. Multikilowatt lasers can be constructed by serial connection of multiple disks. Based on this principle, a 4-kW device using a 200-μm optical fiber and producing a beam quality of 7 mm·mrad was shown at Laser 2003 in June in Munich, Germany, and will be available within a year.
Future evolution of disk laser technology promises to deliver even higher power laser modules with exceptional beam quality.
Generating complex parts
Disk lasers are useful in applications that can take advantage of their high beam quality. One such application is laser deposition with preplaced powder. With a galvoscanner, the beam melts layers of a single-component metal powder, without any binders or flux materials. Using this method, near-net-shape 3-D parts can be created. The material behavior of these 3-D laser-generated parts is comparable to that of conventionally machined parts (Figure 2).
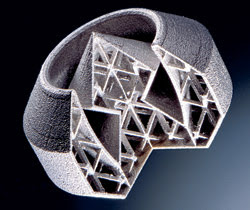
Figure 2. The disk laser can generate complex parts.
Last year, our company presented a 250-W disk laser that can create such parts directly from 3-D CAD data. The program splits the whole part into single layers, from 20 to 100 μm each, fabricating each part one layer at a time. Using very fine layers, it is possible to construct a high-quality surface. In contrast to most other rapid prototyping methods, this one can produce nearly porous-free parts in the material required for the end product.
Welding and cutting
The superior beam quality of the disk laser allows a smaller focused spot size and, therefore, a higher power density. As a result, precision welding of thin sheet metal at high speed and minimal heat input is possible. Additionally, at the high power levels, remarkable weld penetration can be achieved at high welding speeds.
At the Institut für Strahlwerkzeuge, University of Stuttgart in Germany, welding tests conducted with a 750-W disk laser on a 0.3-mm-thick part and a focus spot size of 0.1 mm, reached a welding speed of more than 50 m/min. Even with a power level of less than 250 W, a welding speed of 20 m/min was achieved with the same material.
The cost of a disk laser is influenced primarily by the laser power and not by the beam quality. Therefore, the disk laser not only enables a more accurate and precise process, but also has a very positive effect on the financial feasibility of laser applications.
Welding is not the only application that benefits from disk laser beam quality; it also has provided remarkable results in cutting applications. Cutting speed is directly proportional to focus diameter and is limited only by the expulsion of the molten material. To date, aluminum with a thickness of 0.2 mm has been cut at a speed of 60 m/min. Even at a thickness of 0.5 mm, aluminum can be cut at 28 m/min. Comparable cutting speeds have been achieved in stainless steel.
Small optics, big distance
The beam quality of the disk laser not only can be used to achieve a small focus diameter, but also allows the use of smaller optics with a larger operating distance. It is very useful for welding with a scanner optic, which deflects the laser beam within a certain range with its galvo mirrors. The size of the area, the focus diameter and the operating distance are directly dependent on the laser beam quality.
The common rod-based lasers with beam quality of ≥16 mm·mrad are useful over an area of 150 × 150 mm at a sheet-metal thickness of 1 to 2 mm. A wider area can be realized with a larger scanner optic; however, this results in an increase in overall size, higher product costs and lower dynamic positioning capability of the scanner system. Using a disk laser of equal power can increase the operating area by a factor of four. The trend of increasing scanner optic usage will see further growth with the introduction of disk laser technology.
Disk lasers open the possibility for applications that have been closed to conventional lasers with limited power and beam quality. The high-quality beam of the disk laser allows higher accuracy, a faster and more efficient process and a higher process reliability for generating complex parts, cutting or welding.
For these reasons, it is anticipated that disk lasers will see a significant increase in utilization in the near future.
Meet the authors
Kurt Mann is director of sales and marketing at Trumpf Laser GmbH & Co. KG in Schramberg, Germany.
Timothy Morris is product manager of high-power Nd:YAG lasers at Trumpf Inc. in Plymouth Township, Mich.