Dr. Mohammed Naeem, JK Lasers
Nd:YAG and fiber lasers play important roles in cutting, welding and drilling small intricate parts.
The increasing complexity of electronic, medical and engineering devices presents manufacturers with many challenges that must be overcome if they are to remain competitive in today’s marketplace. Very small, intricate and often high-value parts must be mass-produced to exacting standards at relatively low cost.
Lasers have become a key enabling technology in this continuing trend toward micromachining. They can be found in many industries, helping to produce a wide range of products, such as catheters, stents, hard disk drive flexure arms, fiber optic couplings, orthodontic brackets and watch parts.
The recent proliferation of industrial lasers means that manufacturers now may have too many choices: How can they know which laser is right for their specific micromachining application?
For years, pulsed Nd:YAG lasers were standard for microcutting, microwelding and microdrilling metals. At wavelengths around 1 µm, the focusing optics are smaller and more simple than those of equivalent CO2 lasers.
However, demands for more efficient compact lasers with higher beam quality have fueled a rapid rise in fiber lasers. These lasers operate at the near-IR spectral region and offer many advantages over traditional laser sources.
The beam quality of a single-mode fiber laser is a near-perfect M2 of 1, meaning that the output power can be focused to a much smaller spot size. The fiber laser also can produce high brightness and high power densities up to 108 W/cm2, more than sufficient for cutting and welding thin materials.
Pulsed operation is an area where there is a significant difference between lamp-pumped Nd:YAG and fiber laser performance. Lamp-pumped lasers can produce long, multimicrosecond pulses with peak powers many times the rated average power of the laser (provided that the duty cycle is sufficiently low). This ability stems from the flashlamp itself, which often is more constrained by the maximum average thermal load than by the peak power output.
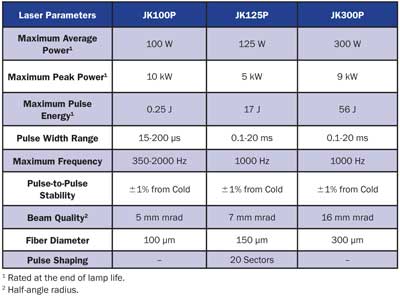
Figure 1. Performance data for JK Lasers’ pulsed lasers. The company conducted micromachining trials using three of its pulsed lamp-pumped and single-mode fiber lasers.
These lasers, with their enhanced control and complex pulse-shaping facilities, provide greater flexibility for processing a range of materials, including highly reflective metals. Their beam is transmitted through optical fibers that homogenize the power distribution across the laser beam to produce a top-hat profile. This consistently produces very round entry and exit holes.
In contrast, although the semiconductor laser diodes that are used to pump a fiber laser can be on-off modulated over a wide frequency range (from DC to tens of kilohertz in most industrial applications), they cannot typically be overdriven for long periods in the same way as a flashlamp without reducing the overall lifetime of the device.
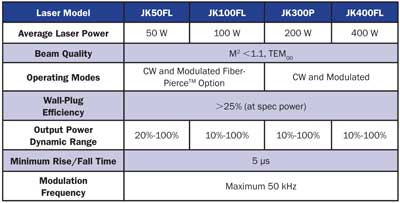
Figure 2. The company also tested its single-mode fiber lasers for micromachining applications. Here, performance data for the lasers.
Considering the differences in beam quality and pulsed performance between fiber and Nd:YAG lasers, there are different operating regimes for the two types. The lamp-pumped Nd:YAG laser is characterized by long, high-energy pulses but poorer beam quality, while the fiber laser is typified by high-repetition on-off modulation and single-mode beam quality, but low pulse energy.
JK Lasers carried out a series of micromachining trials with low-power pulsed lamp-pumped and single-mode fiber lasers with different beam qualities and laser parameters (Figures 1 and 2).
Microcutting solar cells
Both pulsed Nd:YAG and single-mode fiber lasers can cut the mono- and polycrystalline wafers used in solar cells. The 100-W single-mode fiber laser (JK100FL) successfully cut smooth edges in thin sections (<1 mm). To cut thicker section wafers (>1 mm) with a single-mode fiber laser, higher powers (200 to 400 W) would be required to produce dross-free cuts at speed.
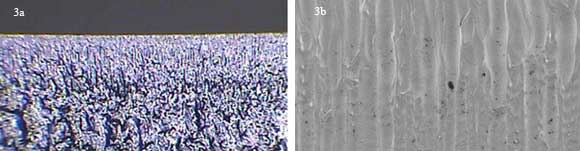
Figures 3a and 3b. The testing produced micrographs of the cut edges for pulsed lamp-pumped and single-mode fiber lasers. Here, a single-mode fiber-cut 1.8-mm-thick wafer was processed with a 10-kHz, 350-W laser at >3.5 m/min using nitrogen assist gas.
The pulsed Nd:YAG laser (JK100P), with its high peak power and short pulse widths, is well suited for cutting a range of thicknesses up to 2 mm. Microcracks caused by both laser sources measured <10 µm long. Typical micrographs of the cut edges for both lasers are shown in Figures 3 and 4.
Microcutting medical stents
A 100-W fiber laser (JK100FL) produced very small spot sizes, down to 15 µm, making the laser an ideal solution for intricate implantable devices such as stents. Dross-free cuts (20-µm kerf width) combined with very high contour accuracy (<5 µm) vastly reduced the amount of postprocessing required.
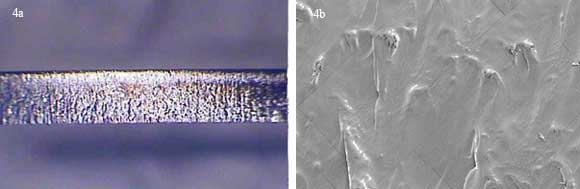
Figures 4a and 4b. This 2-mm-thick wafer was cut by a pulsed laser at >0.15 m/min using nitrogen assist gas. The pulsed Nd:YAG laser can cut a range of thicknesses up to 2 mm.
Modulating the fiber lasers’ pulse frequency and duration significantly improved the controllability of fine cuts. These fiber lasers feature a pulse generator on the control card that allows them to run in pulse mode. This can be easily controlled using JK Lasers’ integrated FiberView software, which has built-in modulation capability.
Carbon fiber reinforced plastics
Carbon fiber reinforced plastics (CFRPs) composites are low in density, high in strength and have a high stiffness-to-weight ratio, qualities which have attracted considerable interest from the aerospace industry. But the composition of CFRPs – in particular, the high heat conductivity of the carbon fibers themselves – makes processing difficult using traditional techniques. Mechanical milling and drilling have been known to cause costly heat damage, chipping, delamination and tool wear.
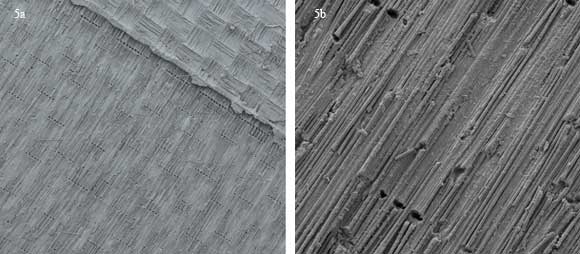
Figures 5a and 5b. The testing showed that the single-mode laser can control the depth of material removed to deliver a high-quality surface finish. Here, a composite surface micromachined by a JK200FL laser at 20 mm/s in air is shown at 80× (a) and 500× (b) magnification.
A 200-W single-mode fiber laser (JK200FL) can cut a much cleaner edge with minimal thermal damage. Key to controlling this damage is the laser’s on-off modulation over a wide frequency and high-quality beam, which limits the interaction time with the material.
Trials also showed that this laser can control the depth of material removed to deliver a high-quality surface finish (Figure 5), suggesting that fiber lasers are an alternative to mechanical abrading.
Microwelding vehicle batteries
Welding electric vehicle batteries can be challenging because they contain different materials with dissimilar metallurgical characteristics.

Figure 6a. The company conducted microdrilling tests on a variety of materials, including ceramics and silicon wafers. Here, microdrilled holes (0.2 mm thick) in 1000 Al alloy were percussion-drilled using a JK100FL laser with modulated output at 30 µm.
Using the pulse-shaping capabilities and high-peak-power (125 to 300 W) pulsed Nd:YAG lasers, a range of dissimilar materials up to 2 mm and stainless steel up to 3 mm thick could be spot-welded. With the single-mode fiber laser, the average power needed to join reflective materials (up to 1 mm) was 400 W, and because of the small spot size (43 µm), close attention was paid to the jigs and fixtures to ensure that the parts fitted correctly.
Hard disk drive flexure arms
Low power (100 to 200 W) CW fiber lasers with modulation consistently achieve high-quality spot welds on thin stainless steel foils (20 to 150 µm). With a Gaussian beam profile (M2 1.06), it was possible to create spatter-free spot welds measuring between 76 and 175 µm in diameter. Although diameters as small as 76 µm are possible, these welds have a low shear strength. To meet normal strength requirements for these parts (>0.40 psi), 90-µm-weld diameters are necessary.
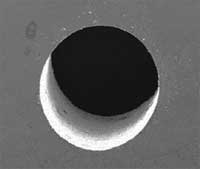
Figure 6b. These 0.5-mm-thick holes in 304 stainless steel were percussion-drilled using a JK100FL laser with modulated output at 50 µm.
A flattop beam profile from a 100-µm-core-diameter fiber achieved spatter-free welds between 150 and 270 µm in diameter. The larger spot sizes help to improve weld strength.
Correct temporal pulse shaping can improve the quality and speed of microwelding applications, enabling manufacturers to tailor the cosmetic finish and penetration profile. Ramp-down pulse shape can reduce cracking and porosity in welds; ramp-up pulses can weld materials that have low melting points or low reflectivity.
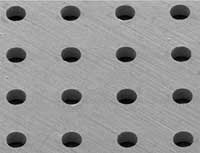
Figure 7a. Pulsed lasers are good at percussion drilling metals and nonmetals. This 1.5-mm-thick nickel-based alloy was percussion-drilled using a pulsed Nd:YAG laser at 150 µm.
Microdrilling
The automotive, aerospace and electronics industries are particularly interested in drilling small holes (50 to 70 µm in diameter) in metals and nonmetals. The quality of these holes is very important. They must be taper-free, perfectly round, with a minimum recast layer and heat-affected zone.
Microdrilling tests were carried out on a variety of materials, including ceramics and silicon wafers, which are prone to cracking under thermal stress. The results show that 50- to 200-W single-mode fiber lasers are good at drilling small holes (<50 µm in diameter) in thin metals less than 1 mm thick. Typical examples of microdrilled holes using a single-mode fiber laser are shown in Figure 6.
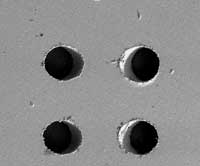
Figure 7b. This 0.6-mm-thick alumina ceramic was percussion-drilled using a pulsed Nd:YAG laser at 50 µm.
In comparison, pulsed lasers are very good for percussion-drilling metals and nonmetals. Examples of microdrilled holes using an Nd:YAG laser are shown in Figure 7. The pulsed lasers can drill difficult materials such as nickel-based alloys for aerospace applications as well as nonmetals such as 99.6% pure alumina, which can prove problematic when using fiber lasers.
All the tests demonstrate that Nd:YAG and fiber lasers have an important role to play when micromachining small, intricate parts.
Lower-power single-mode fiber lasers (50 to 400 W) feature high beam quality and small spot sizes, making them the best choice for microcutting applications. Fine features (10 to 15 µm wide) can be cut with either CW or modulated output. In these applications, accuracy is more important than process speed. The output power dynamic range for fiber lasers is 10 to 100 percent, so it is still possible to produce a very stable output at 10 W with a 100-W single-mode fiber laser.
Figure 8. Correct temporal pulse shaping can improve the quality and speed of microwelding applications such as the production of hard disk drive flexure arms, enabling manufacturers to tailor the cosmetic finish and penetration profile.
Nd:YAG lasers deliver the high peak power and complex pulse-shaping facilities required to microweld a greater variety of materials. Correct pulse shaping of the temporal energy variation can produce high-quality welds in highly reflective materials (e.g., aluminum and copper) and in dissimilar materials.
Single-mode fiber lasers are better at spot welding thin foils, such as those used in the manufacture of hard disk drive
flexure arms. They also are ideal for drilling holes with <50-µm diameters in thin foils, whereas low-power pulsed Nd:YAG lasers (100 to 125 W) are best suited to fine percussion drilling.
Meet the author
Dr. Mohammed Naeem is global key account manager at JK Lasers in Rugby, UK; email: [email protected].