High-power diode laser cladding delivers a number of advantages over traditional techniques. In particular, diode lasers produce a high-quality clad with excellent physical characteristics and a true metallurgical bond.
FRANK GÄBLER, COHERENT INC.
Cladding is an additive manufacturing process used in a variety of industries for improving the surface properties of a part, or to resurface a component that has become worn through use. There are a number of different techniques for performing laser-based cladding, each with its own specific characteristics in terms of the materials employed, the quality of the clad layer, and various practical issues that include throughput speed, process compatibility and cost.

A large area, metallurgically bonded, thin (0.4 mm) clad deposit provided 2× better wear resistance in G65 wear tests against comparable thermal spray coating. A 1018 steel plate clad with 40 to 60 percent (NiWC powder with 60 percent WC). A 3 × 24 mm beam was used with 3 mm overlap to produce an effective clad width of 20 mm; 7kW and a process speed of 1.08 m/min was used to produce this sample part.
Cladding involves the creation of a new surface layer on a substrate having a different composition than the base material. It offers the machine or tool builder a very useful degree of freedom in the design. Specifically, it enables the production of parts in which the surface properties of the material are distinct from its bulk properties. Most commonly, cladding is used to enhance the wear, corrosion or heat resistance of a part. For example, a designer might choose a metal alloy for an engine crankshaft that is flexible enough to handle the torsional stresses experienced in a rotating component. Although if this flexible alloy is soft, the bearing surfaces can wear rapidly. To alleviate this challenge, users could clad just the bearing surfaces of the part with a surface layer of a much harder material.
Ideally, the cladding process should result in minimal mixing between the deposited and substrate materials, called dilution — a high-strength, truly metallurgic bond between the cladding and substrate — and minimum thermal distortion of the part being worked. The latter is important because it avoids the need for post-cladding machining to bring a distorted part back into its original dimensional tolerances. Various practical considerations, such as throughput, process compatibility, capital cost and consumables costs, can be equally important.
Traditional cladding methods
Traditional methods of cladding can be broadly classified as either welding techniques or thermal spraying methods. Each has advantages and limitations. There are a number of different arc welding techniques, including gas tungsten arc welding (GTAW), plasma arc welding (PAW), plasma transferred arc (PTA), gas metal arc welding (GMAW) and submerged arc welding (SAW). In all of these processes, an arc is established to melt the surface of the base material, usually in the presence of a shield gas. The clad material is then introduced in either wire or powder form and is also melted by the arc, thereby forming the clad layer.
All arc welding techniques deliver a fully welded, metallurgical bond having not only high-strength, strong impact properties, but low porosity. Such methods also offer high deposition rates that translate to high throughput and relatively low capital cost for the equipment.

Existing high-power direct diode laser systems are exemplified by the Coherent HighLight 10000D. Its 10-kW output with variable beam profile can be specifically optimized for large area and high deposition rate cladding.
Disadvantages of arc welding cladding are high heat input into the part, and relatively high dilution of the clad material. The heat input into the part can also cause mechanical distortion, which may create the need for further processing after cladding. It could cause volatile alloying elements to evaporate, as well, and can result in surface (case) hardening of some materials. In addition, dilution, heat input, distortion, hardness and other metallurgical properties are sometimes negatively affected when the arc energy is increased, often limiting practical throughput to the lower end of the theoretical deposition rate range.
In thermal spraying, the clad material (in powder form) is melted by a flame or electricity, and then sprayed onto the work piece, which is only heated to less than 200 °C.
The four most common embodiments of this approach are flame spraying, arc spraying, plasma spraying and high-velocity oxyfuel (HVOF). A primary advantage of all thermal spraying techniques is that there is no heat-affected zone and virtually no dilution thanks to the low heat input. This allows a wide variety of substrate materials such as metals, ceramics and plastics to employ the process. Thermal spraying, which is relatively simple and inexpensive to implement, also supports a very broad process window in terms of the range of coating thicknesses that can be achieved and the deposition rates supported. Thermal spray claddings are typically much stronger in compression than in tension, and often exhibit some level of porosity.
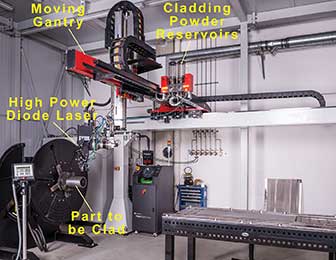
In a laser cladding system developed at Castolin Eutectic International in Austria, a Coherent HighLight 10000D is mounted on a large gantry, enabling cladding of parts up to 5 m in length.
The biggest drawback of thermal spraying is that the bond between the clad layer and the substrate material is primarily mechanical, not metallurgical, which can limit adhesion and wear resistance.
High-power diode laser cladding
Conceptually similar to arc welding methods, high-power diode laser cladding can be used to melt the surface of the substrate and the clad material in wire, strip or powder form. And unlike arc welding, the laser heats the substrate in a highly localized and very controllable manner. As a result, the bulk substrate remains cool and also acts as a heat sink to rapidly cool (quench) the thin, heated clad and substrate layers.
Lasers in many ways deliver the best of both worlds for cladding applications, as they offer lower heat distortion, reduced dilution of the clad material into the substrate metal, lower porosity and better surface uniformity. Together these properties largely eliminate the need for post-processing, and any associated time and cost. Moreover, laser cladding delivers a metallurgically bonded layer, generally avoiding the cracking and delamination often associated with spray coatings.

The lifetime of steel rollers used in wire drawing equipment can be substantially increased by cladding.
High-power laser diode systems are well-matched to the needs of large area cladding applications for several reasons. First, their near-IR wavelength is relatively well-absorbed by most metals. Next, the net conversion of electricity into usable laser light is inherently more efficient (as much as 50 percent) in semiconductors as compared to any other laser medium. In addition, the rectangular-shaped output from a diode laser array naturally facilitates large area cladding applications because this output can easily be re-imaged to a line of laser light. This line is then scanned across the surface in a direction perpendicular to its long axis to enable rapid processing of large areas; this eliminates the need for an optical system to transform (with some inevitable losses) a small, round beam into a large, rectangular shape.
Such systems are also physically small and light, allowing them to be mounted on a robot arm or gantry, which aids in rapidly processing large parts, or those with curved or contoured surfaces.
Currently available commercial high-power diode laser systems offer output characteristics that can service a wide range of cladding applications. For example, Coherent’s HighLight D-Series lasers are available with output powers from 2.8 to 10 kW (all at 975 nm), in turn offering the appropriate power level and cost for all cladding tasks. The output beam from these lasers can readily be shaped into a line ranging from 3 to 24 mm in length, with a width of 3 to 12 mm, enabling tremendous flexibility in cladding implementation. Since the area to be clad is typically larger than the beam, it is moved across the part via automation, thereby permitting large areas to be processed rapidly.
Cladding at Castolin Eutectic International
Castolin Eutectic International, based in Austria, specializes in surface protection, repair and joining solutions for industrial parts. The company recently developed a laser cladding system to service cladding, hardfacing and surface treatment applications. This new system is based on Coherent’s HighLight 10000D (10 kW diode laser), and can be configured to produce an output beam width of 6 mm, 12 mm or 24 mm.

Cladding makes fan blades more durable, but it is important that the process does not mechanically distort the parts, otherwise expensive rework will be required.
“In these applications, the primary benefit of laser cladding is the minimal dilution zone, and the technology delivers better performance in this respect than we can achieve with our PTA welding equipment,” said Castolin sales manager Martin Maierhofer. “By minimizing dilution, the performance of the substrate alloy isn’t destroyed or altered by the cladding process. There’s no burning of the carbon in steel alloys, and the part retains its original bulk properties.”
One application employed by Castolin is cladding of the rollers used in wire drawing equipment. These rollers are fabricated from 30 mm diameter structural steel (S235) pipe. Without any treatment, the narrow wire cuts into the roller during the drawing process, rapidly wearing and damaging it. Laser cladding is used to deposit a 1.5-mm thick layer of Laser LC 8 alloy — a steel alloy containing nickel and a high content of tungsten carbide — around the entire roller circumference. Long sections of pipe are clad, and the end user is able to cut it to length as needed. Diode laser cladding has proven to extend roller lifetime by a factor of more than five times that of past heat treating processes.
The laser cladding technique can also apply to ventilation fan blades used in the cement industry. In operation, airborne abrasive cement particles can quickly wear the steel blades down. HighLight 10000D’s wide beam allows rapid cladding of such blades with a 1-mm thick clad of LC8.
“It’s critical that the cladding process doesn’t mechanically deform these blades, otherwise the fan won’t operate properly when it’s spun at speed,” said Maierhofer, noting that low heat input from laser cladding “doesn’t produce any part distortion, which wasn’t true of our earlier welding process.”
High-power diode lasers are more economical to operate than other cladding laser sources, and integrate smoothly into the production environment. Many cladding experts are rapidly embracing this technology.
Meet the author
Frank Gäbler is the director of marketing at Coherent Inc. in Dieburg, Germany; email: [email protected].