Beryllium mirrors are finding commercial applications, while maintaining their military and space applications. Refinements in design and improvements in manufacturing technology have cut costs and new coatings have enabled high-power applications allowing a three-fold increase in manufacturing process speeds and economics.
Vladimir Vudler and Peter Richard, Hardric Laboratories, Inc.
With a specific gravity of 1.85 g/cm3, beryllium is the lightest metal that is workable. It is 45 percent lighter than aluminum and approximately five times as stiff. Its stiffness to weight ratio (164) makes it a natural for low inertia, fast scanning applications. Since the 1980s, beryllium mirrors have been used in semiconductor manufacturing and memory repair; beryllium's light weight assures speed and its stiffness assures accuracy of figure to the optics.
Many applications benefit from beryllium's natural heat sink and radiator qualities. Its excellent thermal conductivity (216 W/mK), thermal capacity (specific heat 1925 J/kg K), and emissivity of 0.61 at 650 nm as well as its natural 98+ percent reflectivity in the IR at 10.6 µm and above (Figure 1) enable very high processing speeds in CO2 laser applications for materials processing where the optics must handle high heat loads while maintaining optical integrity and ensuring machine uptime. With enhanced coatings, such as Hardric's HardZap coating for CO2, YAG and UV lasers, manufacturing speeds are even faster.
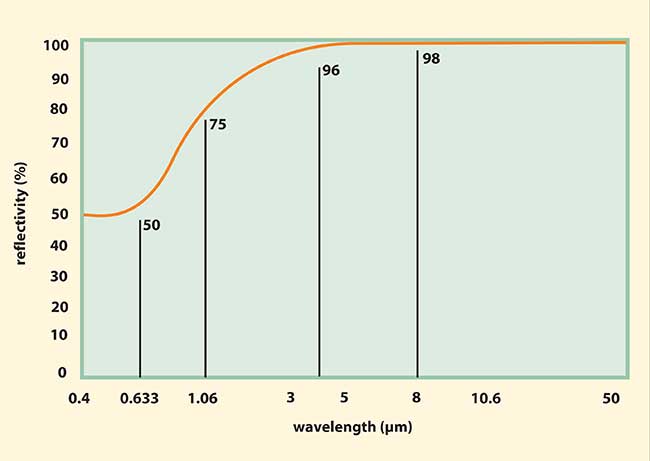
Figure 1. Reflectance curve for bare, polished beryllium surfaces. There are no known anomalies in the progression of reflectivity for beryllium from 0.4 through 50 μm. The reflectance curve above is valid for S-200-F and I-220-H beryllium grades. Slightly higher reflectivity is usual for I-70-H beryllium.
Beryllium mirror surfaces are rugged and have been used as scanning mirrors (flat, monogon and polygon), folding mirrors and camera shutters where light weight, portability and ruggedness are important in space, military and medical applications (Figure 2). The polished beryllium surface is a very durable thin coating of ceramic. Optical coatings on this polished surface are similarly durable. The mirrors can be stabilized over a wide range of temperatures (4 to 500 K) and have exhibited substantial long-term dimensional stability as well as stability of the optic surface (longer than 10 years in some applications for laser engraving, IR cameras and space instruments), thus accommodating a variety of applications. Also, the bare beryllium surface can be easily cleaned with a tissue and acetone.
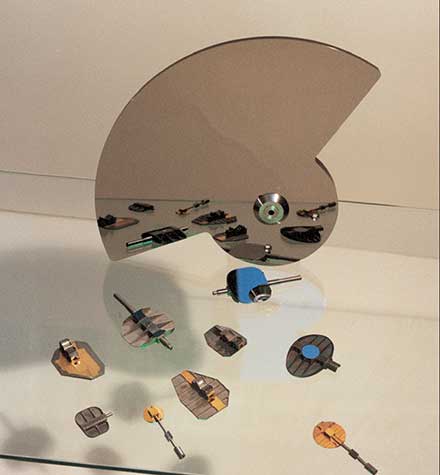
Figure 2. Beryllium mirrors. The camera shutter is 12 in. point-to-point. The smaller mirrors demonstrate a variety of mirror shapes as well as rib structures, mounts, shafts and back side mirrors used for alignment or registration.
Design considerations
When designing a beryllium mirror, it is important to understand how the requirements of an application affect the design of the mirror.
Material choices — Brush Wellman, Inc. is the primary supplier for beryllium used in optics. Beryllium is mined from high-grade beryl ore and bertrandite and manufactured into shapes using powder metallurgy techniques. Four grades of Brush Wellman material are generally used for optics: O-30-H and I-70-H (optical grades), I-220-H and S-200-F (Table 1).
TABLE 1.
PHYSICAL PROPERTIES OF SELECTED OPTICAL MATERIALS
| |
|
|
Beryllium
I-70-H
O-30-H* |
|
Beryllium
S-200-F |
|
Beryllium
I-220-H |
|
AlBeMet
AM 162 |
|
Berylcast
363 |
|
Aluminum
606IT-6 |
|
Quartz |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Inertia Ratio |
|
1 |
|
1 |
|
1 |
|
1.12 |
|
1.17 |
|
1.46 |
|
1.19 |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Density G/cm3
(lb/in.3) |
|
1.85
(0.067) |
|
1.85
(0.067) |
|
1.85
(0.067) |
|
2.071
(0.075) |
|
2.16
(0.078) |
|
2.70
(0.098) |
|
2.202
(0.0795) |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Modulus of
Elasticity GPa
(Msi)
|
|
303
(44) |
|
303
(44) |
|
303
(44) |
|
193
(23) |
|
202
(30) |
|
69
(10) |
|
74.5
(10.8) |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Modulus of
Elasticity vs.
Density |
|
164 |
|
164 |
|
164 |
|
93 |
|
94 |
|
26 |
|
34 |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Poisson Ratio |
|
0.12 |
|
0.18 |
|
0.12 |
|
0.17 |
|
0.2 |
|
0.33 |
|
0.16 |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Thermal
Conductivity
Btu/in.-h°F
(W/m-hK)
|
|
1499
(216)
|
|
1501
(216) |
|
1499
(216) |
|
1457
(210) |
|
732
(106) |
|
1186
(171) |
|
0.2
(1.36) |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Specific Heat
Btu/lb °F
(J/kg K) |
|
0.46
(1925) |
|
0.46
(1925) |
|
0.46
(1925) |
|
0.37
(1560) |
|
0.30
(1250) |
|
0.23
(962) |
|
0.177
(741) |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Coefficient of
Thermal
Expansion
microinch/in. °F
(µm/m-K) |
|
6.3
(11.4) |
|
6.3
(11.4) |
|
6.4
(11.5) |
|
7.7
(13.91) |
|
7.6
(13.7) |
|
13.2
(23.8) |
|
0.30
(0.54) |
*Different grain size/isotropic
Aluminum-beryllium is a metalmatrix composite that was developed as a low-cost alternative to beryllium. Its characteristics lie between those of the two metals. Unlike beryllium, it cannot be directly polished and must be plated in order to have a surface that can be polished or diamond turned. Aluminum-beryllium composites are supplied by two companies: Brush Wellman, supplier of AlBeMet and Applied Materials Science (formerly Starmet, Inc.), supplier of Berylcast (Table 1). The cost-effectiveness of an aluminum-beryllium mirror vis-á-vis beryllium depends on the size and complexity of the mirror, and whether plating could generate bimetallic problems.
Manufacturing process
Mirror blank — Most pure beryllium mirror blanks are machined using conventional CNC fabricating equipment. For the very largest mirrors made of pure beryllium, it may be more cost effective to use near net shaping which was developed by Brush Wellman as a cost-effective method of manufacturing large mirror blanks and structures.
Aluminum-beryllium either can be machined or cast in order to make the mirror blank. Applied Materials Science developed the casting process for its Berylcast material in order to manufacture large, lightweight structures and frames. Berylcast mirrors are currently used in aerospace applications; the mirror blanks range in size from 4 in. (10 cm) diameter to 10 in. (25.4 cm) oblong.
Size and shape of mirror — Beryllium mirrors have been made in sizes ranging from smaller than 1/4 in. (5 mm) to greater than 40 in. (1 m) in diameter and in many different shapes, though most commercial mirrors range from 1/4 in. (5 mm) to 12 in. (30.5 cm) in diameter. A major difference between beryllium mirrors and mirrors made of other materials lies in the thickness of the mirror. Beryllium mirrors can be made very thin with ribs or pockets on the back side for rigidity. For example, Hardric manufactured 4 in. (10 cm) × 3 in. (7.6 cm) mirrors with a face 0.02 in. (1/2 mm) thick and ribs of 0.02 in. (1/2 mm).
Mount and mass balancing — Some beryllium mirrors are manufactured with mounts integral with the mirror, thus avoiding an increase in inertia which occurs when heavier materials are used for the mount. Shafts also can be integral with the mirror; however, for most applications steel shafts are adequate.
Additionally, mirrors with integrated mounts can be manufactured as mass balanced. Mass balancing is important for scanning mirrors because it optimizes the dynamic positioning of the beam and minimizes vibration of the mirror. Where nonintegrated designs require the use of epoxies in the balancing process, integrated designs are void of the epoxy and its heat barrier. The integrated, all-beryllium, mass-balanced mirror maximizes heat dissipation, making it an excellent mirror for high-power infrared laser applications.
Anticorrosion techniques — Corrosion of the beryllium mirror can be caused by water, acidic or other harsh environments. To prevent corrosion, the mirror can be protected with any of the following, the choice being determined by the application: irridite, anodize, Teflon, nickel or gold.
Beryllium matching — Because beryllium is an expensive material, often it is not cost-effective to make a complete mirror and optical housing of beryllium. There are several less expensive materials with similar coefficients of expansion which can be used with beryllium; for example, steel has a coefficient of thermal expansion of 6.28 microinch/in.°F (11.30 μm/m °C) vs. 6.30 microinch/in.°F (11.34 μm/m °C) for I-70-H beryllium.
Optical surfaces
In the recent past there have been improvements in the quality of the beryllium optic surface. As in all mirrors, the larger the optical surface, the more difficult, time consuming and costly it is to achieve the required results.
Bare beryllium — The process for polishing bare beryllium mirrors in quantity was developed in the early 1980s. When beryllium is directly polished, the result is a mirror surface comprising an extremely durable thin layer of beryllium oxide. This surface is harder than most of the overcoats used in conventional glass mirrors and is easily cleaned using acetone and a tissue.
Since beryllium is a powdered metal, there are natural limits to the finish that can be achieved by directly polishing the metal. Hardric has polished several bare beryllium retroreflector panels 25 cm × 12.5 cm (10 in. × 5 in.) to 20 Å rms surface finish with a surface flatness of 1/20 wave at 633 nm P-V. These were then coated with gold for use in a space spectrograph. In smaller mirrors even better surfaces can be achieved.
Nickel-plated beryllium — Prior to the 1980s and even today, beryllium mirror blanks are plated with 0.002 in. (0.05 mm) to 0.005 in. (0.13 mm) of electroless nickel in order to have a surface that can be either readily polished with conventional techniques or that can be diamond turned. Because of possible bimetallic problems caused by the poor heat conductivity of the nickel, these mirrors are best used in applications where power handling requirements are low. They also are excellent for use in corrosive environments, when surface finishes must be better than 20 Å rms, or for diamond turning nonflat surfaces.
There are several reasons to avoid the electroless nickel coating if possible. In some applications, bimetallic problems and peeling of the nickel can occur. These are generally minimized by using an electroless nickel coating with a coefficient of thermal expansion matched closely with beryllium by adjusting the phosphorus content of the nickel. Nickel plating also adds weight, significantly increasing inertia.
Optical coatings
Beryllium mirrors (bare) are naturally 98 percent or more reflective in the infrared (IR). Above 15 µm, the reflectivity is 99 percent or more, and for the less-demanding night-vision devices and cameras, and for infrared (e.g. CO2) laser applications, no optical coating is required. Alternatively, these mirrors can be coated to enhance reflectivity and power handling at a variety of wavelengths ranging from the far-infrared through the visible and into the ultraviolet. The coatings are generally vacuum deposited onto the mirror surface. Standard reflective coatings include aluminum, enhanced aluminum, silver, enhanced silver, gold and enhanced gold. New infrared Zero Shift coatings for circular polarization are available for custom applications.
High-power beryllium mirrors — Recently, special coatings for handling high laser powers have been developed for the beryllium mirrors. In particular, Hardric's HardZap coatings for CO2 and YAG laser applications have been tested by an independent laboratory. The mirrors were subjected to a high power of 10 J in the infrared and survived without damage. Today these high-power beryllium mirrors are enabling increases in via hole drilling of three times the speed possible with quartz mirrors.
Ultraviolet (UV) coatings — UV beryllium mirrors for 257 nm have been successfully manufactured at Hardric Laboratories. Our testing results for 355-nm UV beryllium mirrors indicate that they can handle power loads of 6.6 J/cm2, 7 ns pulse and higher (Table 2). All 257-nm mirrors are currently in field test and should have a major impact on materials processing and other emerging UV laser, microdrilling, cutting and scanning applications.
TABLE 2.
POWER HANDLING OF HIGH-POWER BERYLLIUM MIRRORS
|
|
|
CO2 |
|
YAG |
|
UV
|
| |
|
|
|
|
|
|
|
| |
Wavelength |
|
10.6 µm |
|
1.064 µm |
|
355 nm |
| |
|
|
|
|
|
|
|
| |
Reflectivity |
|
99+ % |
|
99+ % |
|
98+ % |
| |
|
|
|
|
|
|
|
| |
CW/Quasi CW
Power Damage
Threshold |
|
Not reached |
|
Not reached |
|
22.2 MW/cm2
90 ns pulse |
| |
|
|
|
|
|
|
|
| |
Operating Power |
|
1+ MW/cm2 |
|
100+ kW/cm2 |
|
4 kW/cm2
at 2 kHz |
| |
|
|
|
|
|
|
|
| |
Pulsed
Power Damage
Threshold |
|
7.9 J/cm2,
120 ns pulse |
|
4.9 J/cm2,
15 ns pulse |
|
6.6 J/cm2,
7 ns pulse |
HardZap mirrors measured at 45° angle of incidence.
Cost analysis
When designing the mirror and evaluating choices of material, surface finish and coatings, it is best to understand the components of cost. It is also just as important to understand the requirements of the application, as overdesign or overspecification will increase cost with very little, if any, benefit to the final customer.
A rule of thumb: Cost goes up with size, complexity and improved surface finish. Plating, coating, painting, etc., are batch operations with unit costs dependent on quantity and lot size. Cost must always be evaluated in the context of the trade-off in characteristics (stiffness, complexity of manufacture, thermal characteristics, etc.)
Choice of material — Beryllium is an expensive material; however, it is not often the major contributor to the cost of the final mirror. There is a range of cost among the grades of beryllium and aluminum-beryllium that can affect material costs by up to 50 percent. Small beryllium mirrors are cost competitive with other metal mirrors, e.g., aluminum. In larger mirrors the cost of material is more of a consideration. Aluminum-beryllium was developed as a lower cost alternative to beryllium; however, as a mirror substrate it must be plated and diamond turned and/or polished, and cast mirror blanks require postcasting machining. There are also tooling costs to consider. For the largest mirrors, near net shaping or casting might be more cost-effective than machining the blank.
Manufacture of mirror surface — Tolerances on an optical figure are a cost driver. It is possible to polish a bare beryllium mirror to a surface finish of 10 Å rms or better, and a 50 Å diamond-turned electroless nickel surface can be post-polished to a 5 Å rms or better surface finish. However, it takes longer (higher cost) to make a perfect surface and nickel coating adds cost, weight and potential bimetallic problems.
For practical applications, a surface finish of 20 Å is a reasonable working limit for bare beryllium optics. A surface flatness of 1/20 wave and better also can be achieved on a bare beryllium mirror. It is easier to achieve the more exacting surface finishes on smaller mirrors.
Special coatings — Special coatings are not required for all applications. For applications with lower power requirements at 10.6 µm, an uncoated bare beryllium mirror is probably adequate and would be the least expensive beryllium mirror. Many IR camera mirrors also do not need coatings.
Applications
The first applications for beryllium mirrors were night-vision systems and space cameras for the military. Today they are used in long-range, high-resolution night-vision systems and also in other high-resolution cameras such as those for terrestrial mapping. Additionally, beryllium mirrors have vastly improved efficiencies of laser cutting machines for various materials and have enabled very high power handling for welding, drilling and cutting applications. These high-power laser mirrors are bare beryllium with proprietary coatings designed for handling the high-power loads, and they run uncooled.
HardZap is a trademark of Hardric Laboratories.
The following are registered trademarks:
AlBeMet of Brush Wellman, Berylcast of Applied Materials Science and Teflon of DuPont.