Dr. Michael Mielke, Raydiance Inc.
In extremely short pulses, generally in the several-hundred-femtosecond regime, light interacts with matter fundamentally differently from the way other forms of energy do. This interaction allows micron-resolution features to be machined in virtually any material without introducing excess heat to the target. But pulse stability at femtosecond speeds has been difficult to maintain. Combining athermal ablation with active pulse management enables unprecedented precision for industrial applications.
New materials applications for precision manufacturing represent multibillion-dollar opportunities. But the machining challenges that come with these opportunities are significant. The materials themselves – brittle materials, bioabsorbable polymers, shape-memory metals, hardened materials, laminates or multilayer composites – are often difficult to machine with traditional methods. And the feature size requirements continue to get smaller and smaller, with little tolerance for any collateral damage, a common byproduct of traditional laser and mechanical machining methods. Postprocessing to remove thermal damage or surface defects is expensive and difficult to do.
Increasingly, light – more specifically, femtosecond light – is providing the machining solution to these challenges. The reason is that femtosecond light enables true athermal ablation, the ability to machine precise features without diffusing heat into the target. At the same time, femtosecond lasers have not been known for industrial reliability: They are extremely sensitive to environmental changes and have been used primarily in academic research environments.
Material ablation: Thermal vs. athermal
Traditional laser machining is fundamentally a heat-spreading event. A continuous-wave (CW) laser, for example, emits a steady stream of photons that are linearly absorbed by the target; i.e., the energy and its associated electric field create oscillations in the lattice electrons, but they are not intense enough to actually break the atomic bonds and liberate the electrons from the target atoms. The oscillations grow in strength during CW laser exposure, ultimately imparting sufficient heat to the target to instigate thermodynamic phase changes: solid to liquid to vapor.
In pulsed laser machining, the instantaneous power near the temporal peak of the pulse may exceed the optical breakdown threshold of the material, thereby creating ionization and an ablation event. Nonetheless, the rising and trailing edges of the pulse are below threshold and only deposit heat to the substrate (Figure 1). When the pulse duration exceeds the thermal diffusion time of the material (generally a few picoseconds), the deposited heat has ample time to diffuse and impart collateral damage to the substrate.
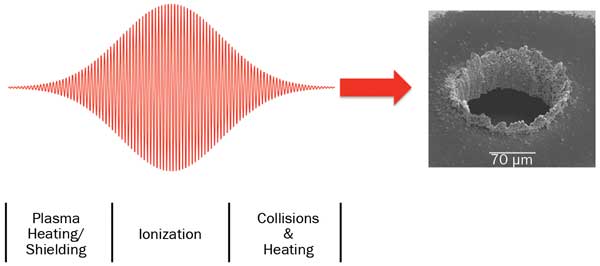
Figure 1. Ablation with a traditional pulsed laser (nanosecond or several-picosecond pulse duration)
causes heating of the areas peripheral to the target and subsequent thermal damage, as seen in this photo from Laser Zentrum Hannover.
The depth and severity of collateral heat damage are typically dependent upon the duration of the laser pulses used for machining. Picosecond lasers impart less collateral damage than nanosecond lasers; in turn, nanosecond lasers impart less collateral damage than CW lasers. In many new, high-value manufacturing processes, however, even small amounts of heat damage are a major obstacle to achieving the required machining precision. Furthermore, the laser energy that creates heat damage is not contributing to the desired material removal process – it represents a significant inefficiency in laser machining.
In stark contrast to conventional pulsed and CW lasers, femtosecond laser pulses have such fast rising edges that ionization occurs before appreciable heat can diffuse from within the beam focal volume (Figure 2). The femtosecond pulse also terminates before plasma absorption and/or plasma shielding can play a significant role in the interaction. The ionized volume of material is ejected from the substrate via hydrodynamic plasma expansion. This is driven mainly by the extremely high plasma pressure, although Coulombic forces also can contribute to ejection of the ionized material.
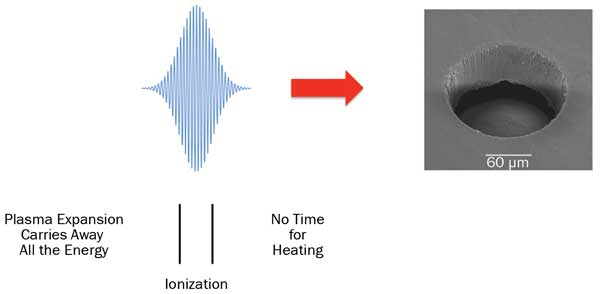
Figure 2. Ablation with a femtosecond laser (where the pulse duration is much less than 1 ps) causes material removal without affecting any of the surrounding substrate material – i.e., there is no heat-affected zone (HAZ) – as seen in this photo from Laser Zentrum Hannover.
The term “athermal ablation,” often used to describe this type of process, is somewhat of a misnomer, since the temperature of the ions in the plasma is typically several thousand degrees. With femtosecond laser ablation, however, the process happens so quickly that a small fraction of 1 percent of the laser energy contributes to heating the adjacent substrate material. From a macroscopic perspective, therefore, the ablation mechanism appears to be athermal: It leaves behind no heat damage. The only portion of the substrate affected by femtosecond ablation is the portion that is removed, enabling the most precise laser machining possible.
Why is the heat-affected zone (HAZ) imposed by traditional pulsed and CW lasers such a problem for manufacturing precision and cost-efficiency? HAZ is a primary source of structural and dimensional variability in the machined parts. It comprises a thickness of defective material (Figure 3) that must be removed to retain the strength of the bulk material and to prevent part failure. Because HAZ removal can require multiple postprocessing steps – such as manual honing, grinding, bead blasting, abrasive flow honing and chemical etching – the dimensions of the finished part can vary from the design goals resulting from postprocessing tolerances and yields.

Figure 3. This vascular stent was machined with a nanosecond laser. It exhibits thermal damage in the form of recast, burrs and a large overall HAZ. A part like this requires several postprocessing steps to clean up these defects. Photo courtesy of Raydiance Inc.
By contrast, Figure 4 demonstrates the precision achievable with a femtosecond system. Nitinol stents can be machined, then taken directly to the electro-polishing stage, bypassing multiple honing and chemical-etch steps. Not only does the femtosecond process dramatically reduce manufacturing costs, but it also ensures that there is no thermal damage to compromise the integrity of the part.
Ultimately, the mechanism of ablation is a complex one. To achieve true athermal ablation, pulse durations must be in the femtosecond regime. Longer pulses – from several picoseconds to nanoseconds – will ablate the target, but there will be thermal effects that compromise the part. It also is true, however, that femtosecond pulse duration is a necessary condition but not a sufficient one to achieve athermal ablation. Other factors, primarily the quality of the femtosecond pulses and beam, play a role in the nature of the ablation process, including the process speed.

Figure 4. A nitinol stent machined with a femtosecond platform exhibits exceptional precision in a single machining process. This part was taken from machining directly to polishing, bypassing multiple honing and etching steps required in traditional processing. Photo courtesy of Raydiance Inc.
Generating femtosecond pulses
The details of producing high-energy femtosecond pulses are complex. Conceptually, the process comprises four basic steps. First, relatively low-energy but short-duration pulses (500 fs) are generated by a seed laser, usually a mode-locked laser. These pulses are then stretched out in time – by way of an optical module with high dispersion – such that the pulses have lower peak power but are broader (longer duration, in the neighborhood of a nanosecond). The pulses are then amplified to higher energies. Finally, the broad but now higher-energy pulses are compressed in time – essentially reversing the earlier dispersion step. The output of this process, commonly referred to as chirped pulse amplification (CPA), is a stream of pulses with both high energy and short duration (Figure 5). It is this intensity that enables the athermal ablation of difficult-to-machine materials.
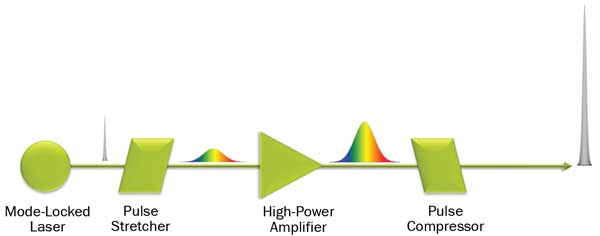
Figure 5. Schematic illustration of the chirped pulse amplification process. Low-energy pulses are generated by a mode-locked laser. They are then stretched in time, amplified and compressed down to <600-fs, 50-µJ pulses. Photo courtesy of Raydiance Inc.
Temperature and pulse quality
This is a well-understood technique, but in practice, the process of stretching pulses and then compressing them back is not trivial because these two manipulations of the pulse must be perfectly balanced. What’s more, even slight changes in ambient temperature or varied operating conditions can throw the balance off, resulting in very broad pulses. With traditional ultrafast lasers, even a 1 or 2 °C temperature change typically broadens the pulse width by a factor of two or more. A laser ostensibly operating in an athermal regime (subpicosecond pulse width) would no longer be capable of doing so. Such variability in pulse width and, therefore, machining precision and quality makes for unpredictable manufacturing processes. The traditional solution to this pulse-width variability has been to either maintain very tightly controlled operating environments, which are expensive, or to have a laser engineer constantly “tuning” the system. Neither approach is cost-effective.
Active pulse management
To address this problem, active pulse management technology must be introduced – integrated hardware and software components that enable stable pulse-width output during ambient temperature changes and varied laser settings, such as output power. Specifically, active pulse management technology comprises integrated sensors, actuators and embedded software control to autonomously maintain precise balance in the system dispersion (Figure 6).
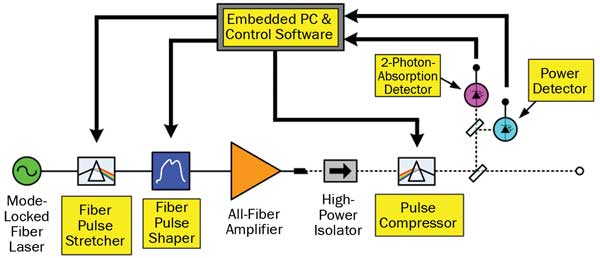
Figure 6. Chirped pulse amplification with feedback loop that monitors pulse quality and adjusts components in real time to maintain consistent pulse width in real manufacturing conditions. Photo courtesy of Raydiance Inc.
Power and pulse quality detectors monitor the laser output from the pulse compressor and provide simple electronic signals that are fed into the real-time control software. The power detector is a regular InGaAs photodiode (PD) that absorbs the 1.55-μm-wavelength light and outputs a photocurrent linearly proportional to the beam power. The pulse quality detector is a silicon PD that responds only to 1.55-μm light through two-photon absorption (2PA). Hence, the photocurrent output from the silicon PD responds proportional to the peak power in the femtosecond pulse train. The shorter the pulses, the higher the peak power and the stronger the 2PA detector signal. The system dispersion is appropriately adjusted to keep the pulse at its shortest width via actuators integrated into the pulse stretcher, shaper or compressor. Of course, all this must be managed in real time without disruption to the laser output or impact on the laser application process.
Pulse quality over time
Consistent high-quality pulse shape is critical to achieving consistent ablation precision. Energy delivered in pulses that vary in shape or that are not well confined in time will introduce thermal effects and unpredictable ablation quality. Femtosecond lasers such as Raydiance’s R-100 and R-200 exhibit extraordinarily stable pulse quality, as illustrated in Figure 7. The pulse profile (left) shows a clean, sharp pulse shape with 542-fs duration as measured by intensity autocorrelation; monitoring the pulse duration versus continuous operating time (right) reveals <2 percent variation over about 64 hours – a typical burn-in period. This stability performance ensures consistent precision and speed of machining on the factory floor.
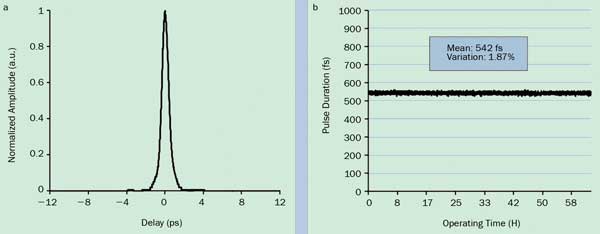
Figure 7. (a) A typical pulse profile from the R-200 laser system as measured by an intensity autocorrelator. (b) Pulse duration measured every minute for approximately 64 hours’ operating time in an uncontrolled environment. Photo courtesy of Raydiance Inc.
Predictability for industrial applications
Femtosecond lasers can deliver on the promise of athermal ablation for manufacturing applications. To do so, pulse quality must be actively monitored and managed. Active pulse management technology ensures that the output of a femtosecond system has a deterministic pulse width and quality at all times. This translates into reliable athermal ablation that can be deployed in real industrial settings, providing high-yield and high-precision machining of virtually any material. This includes micron and submicron processing of difficult-to-machine dielectrics, noble metals, semiconductors and heat-sensitive bioabsorbable polymers.
Meet the author
Dr. Michael Mielke is the chief scientist at Raydiance Inc., maker of industrial machining solutions based on femtosecond laser technology; email: [email protected].