
Laser Welding Joins the Lightweighting Trend
To return the Cadillac brand to the global prestige luxury stage, General Motors threw as much as it could — 13 materials in all — into the sedan’s body to make it the lightest vehicle in its class. And then to join this “crazy quilt of aluminum, steel, magnesium and plastic,” as one industry watcher called it1, GM employed the auto industry’s most comprehensive and advanced mixed-materials manufacturing techniques, which are deployed by an army of 28 robots that weld the inner and outer frames of the vehicle (Figure 1).

Figure 1. The aluminum roof of General Motors Co.’s 2016 Cadillac CT6 is welded with a laser to the sedan’s bodyside joints. Courtesy of General Motors.
Primarily holding together the body of this sleek, lightweight car — as well as possibly the U.S. automotive industry’s future joining strategy — are flow drill screws, self-piercing rivets, first-of-their-kind aluminum resistance spot welds and aluminum laser welds (Figure 2). Through this mixed-material approach, GM managed to reduce the Cadillac CT6’s weight by 198 pounds, as compared to what it would have weighed with an all-steel body.

Figure 2. GM reduced the Cadillac CT6’s weight by 198 pounds by using a
variety of materials, such as steel aluminum and magnesium, and joining
them with several technologies, including proprietary aluminum
resistance spot welding and laser welding. Courtesy of General Motors.
The CT6, which began production at GM’s Detroit-Hamtramck plant in January 2015, is so far this year’s highest-profile vehicle to jump on the so-called lightweighting trend. Lightweighting relies heavily on replacing steel with aluminum and is largely driven by federal regulations that call for stricter crash standards and for vehicles to achieve 54.5 miles per gallon by 2025.
Last year, the industry’s lightweighting star was Ford Motor Co.’s F-150 pickup, which shed 700 pounds largely by replacing steel for its body with aluminum (Figure 3). The aluminum roofs of both the F-150 and CT6 are welded to bodyside joints with lasers. GM also used lasers to weld the sedan’s doors and its three-piece decklid joints, which resulted in a more curved trunk than a two-piece part, according to Elaine Garcia, GM’s engineering group manager for advanced technology and welding.

Figure 3. Ford Motor’s F-150 truck in 2015 became the first high-volume vehicle in North America to have an all-aluminum body (inset). Ford used laser welding for the truck’s aluminum roof. Courtesy of Ford Motor Co.
“We laser-welded the aluminum roof and decklid because it enabled a certain appearance in the product design, and laser-welded the aluminum doors because it allowed for shorter weld flanges and a larger door window opening,” said Garcia.
Ford’s all-aluminum body approach for the F-150 is considerably different from GM’s mixed-materials strategy (Figure 4). And just as there is much debate over which approach will be adopted by competitors, there is also much deliberation over what joining technologies automakers will favor most for the manufacturing of their lighter, sturdier vehicles. This is the time for industrial lasers to cut through the competition or get left behind by alternatives such as adhesives and spot welding.
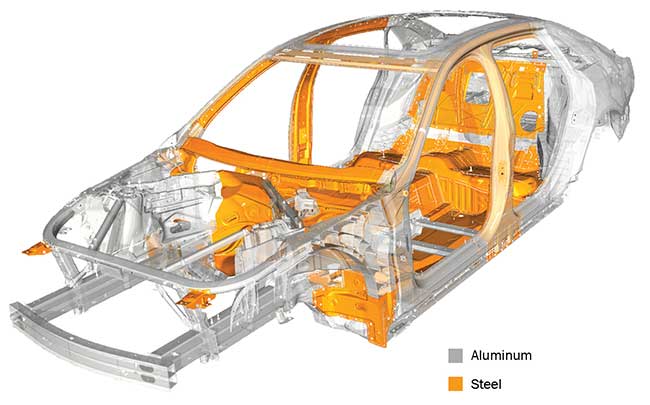
Figure 4. For the Cadillac CT6, GM adopted a mixed-material approach, in which the sedan’s body consists of a variety of steel, aluminum and other materials, as compared to Ford Motor Co.’s all-aluminum approach with the F-150. Courtesy of General Motors.
Aluminum on wheels
Aluminum’s weight is roughly a third of steel’s, though they are both similar in terms of strength. The Aluminum Association’s Aluminum Transportation Group (ATG) estimates that for every 10 percent of weight reduction attributable to the replacement of steel with aluminum, a vehicle’s fuel savings can increase by up to 7 percent.
Despite the current strong emphasis on lightweighting, “aluminum in the car business is nothing new,” said Jay Baron, president and CEO of the Center for Automotive Research in Ann Arbor, Mich. He pointed out that Ford in 1923 rolled out an aluminum sedan, and the automaker experimented with mixed-material constructions in the 1960s. By the mid-1970s, automobiles had less than 100 pounds of aluminum parts and by 2013 that figure had grown to 350 pounds. Automobiles are expected to have 500 pounds of aluminum by 2025, according to a 2014 study by the Troy, Mich.-based Drucker Worldwide. And in many regards, the U.S. auto industry is just starting to catch up with its European counterpart.
“While Ford was the first to convert a high-volume vehicle to aluminum in North America [with the F-150], Audi and Jaguar Land Rover expanded modern use of aluminum to decrease vehicle weight, improve fuel economy and improve performance more than 20 years ago,” said Doug Richman, technical committee chairman of the ATG and vice president of Engineering at Kaiser Aluminum in Foothill Ranch, Calif.
What is new, said Baron, is the accelerated replacement of steel with aluminum. And herein lies the opportunity for lasers. Over the past year, for example, Valentin Gapontsev, chairman and CEO of IPG Photonics in Oxford, Mass., has said during quarterly conference calls that “trends in the auto industry to use high-strength steel and aluminum alloys toward lighter weight automobiles drives increased adoption of fiber lasers.”
GM, which primarily uses fiber lasers on the CT6’s aluminum, only began using lasers for the welding of aluminum in 2013 with its Chevrolet Corvette Stingray. This vehicle’s all-aluminum frame was 57 percent stiffer and 99 pounds lighter than its preceding model2. GM’s Cadillac Escalade, Chevrolet’s Suburban and Tahoe, and GMC’s Yukon now also feature an aluminum laser-welded joint, according to Garcia.
Traditionally, automakers’ deployment of laser welding had been largely confined to “hang on” parts, such as
doors and trunk lids, which attach to the body-in-white, another name for the vehicle shell that gets welded together. However, automakers recently have started to use lasers to weld internal components, such as aluminum fuel filters and steering rods (Figure 5), said David Havrilla, manager of products and applications for the Trumpf Laser Technology Center in Plymouth, Mich. And he expects automakers will soon use this joining technology on aluminum bumpers. Havrilla added that, for electric cars, laser welding of the battery’s aluminum casing and the aluminum or copper contacts inside the battery are still in the early stages of development.
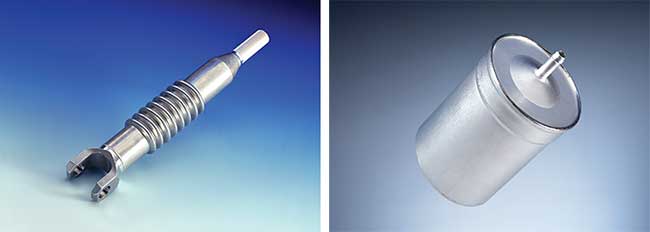
Figure 5. While traditionally used for the body-in-white, laser welding is increasingly being used for internal aluminum components, such as steering columns (left) and fuel filters (right). Courtesy of Trumpf Inc.
Photonics vs. nonphotonics
A significant portion of IPG’s fiber lasers are used in car body seam welding/brazing applications. In fact, the company believes the opportunities in the fiber laser welding market are “potentially much more significant” than the cutting market, according to a presentation it gave to investors last May. With its laser seam stepper (LSS), a robotic welding tool that integrates laser welding and clamping to tightly hold work pieces together, IPG is keen on replacing resistance spot welding in several automotive applications. In a recent quarterly conference call, Gapontsev said the LSS “can be used to process several different metals including steel, aluminum, stainless steel — and the strength of the weld is about twice the strength of a traditional resistance
spot weld.”
While lasers are primarily replacing resistance spot welders, “there hasn’t been a wholesale shift in laser usage because of the shift to aluminum,” said Tim Hurley, the global automotive segment manager for The Lincoln Electric Co. in Euclid, Ohio. Instead, “laser welding is being employed where resistance spot welding would have been performed on a steel part.” He added that aluminum’s high conductivity and the marks that resistance welding can leave behind give laser welding important advantages. However, laser welding is sometimes dependent on alloys, some of which are prone to cracking and require filler materials.
“With its high processing speeds, low heat input and resultant low distortion, and overall flexibility of application, this process has become a key assembly technology in the automotive industry during the last two decades,” said Richman. “Because laser welding creates excellent quality joints, it is typically used in applications where weld appearance is critical.”
While rivets have emerged as a popular joining technology for aluminum parts — with the F-150 featuring over 4,000 of them rather than 7,000 spot welds3 — Baron said he expects to see automakers rely less heavily on these mechanical fasteners. GM, for example, managed to use about 1,800 fewer rivets and achieve a four-pound weight reduction4 through its stronger reliance on welding in the CT6.
“Rivets add weight. Laser welding adds no weight,” said Baron.
Baron added that lasers’ greatest nonphotonics-based aluminum joining technology competition will likely be adhesives, which have become more sophisticated and are better than spot welds. However, Garcia said GM increased its reliance on laser welding, in part, to reduce or replace adhesives and sealers.
Eric Stiles, the applications manager for IPG Photonics Midwest, said laser welding could also replace gas metal arc welding, which is suitable for joining of heavier gauge materials. However, this joining technology’s heat input is too high for welding thinner sheet metal. Other opportunities may arise for lasers as automakers adopt part designs that lack flanges or have smaller flanges, according to Stiles, Richman and Havrilla.
Doors opening
“A few automakers are exploring the potential of laser welding to reduce, or eliminate, flanges in sheet metal joints for door, hood and deck designs. In these applications laser welding is used to replace traditional formed seams joining inner and outer panels in sheet metal assemblies. If successful, this may be an application with wider potential for laser welding deployment in the future,” said Richman.
Parts such as doors typically have weld flanges, upon which pressure is applied during the spot-welding process as pieces of metal are joined by an electric current. With laser welding, for example, the door window flange of the CT6 is 6 mm, compared to 10 mm to 15 mm with a typical spot-welded door window flange. And such small reductions, when repeated throughout the body, lead to significant weight reductions. Garcia said the linear stitch shape of laser welding allows for smaller flanges, whereas spot welds have a circular 5- to 7-mm shape.
Illustrative of the weight savings afforded by the combination of aluminum parts and laser welding, the Valley City, Ohio-based Shiloh Industries in 2014 unveiled the industry’s lightest, mass-produced aluminum door blanks, which consist of sheets of varying thickness and grade. Shiloh’s aluminum laser-welded door-inner blanks weighed 26.8 pounds, compared to 35.5 pounds for four aluminum, monolithic door-inner blanks of similar geometry. And while the aluminum laser welded door-inner blanks yielded a nearly nine-pound weight reduction per vehicle, the savings were even greater — 58 pounds — when compared to steel monolithic door blanks.
Overcoming costs
The costs of aluminum and lasers have long hampered the adoption of aluminum laser welding in the automotive industry. While Havrilla points out that over the past 10 years the cost of a 4-kw laser has fallen 66.7 percent to $200,000, the Steel Market Development Institute, citing a Massachusetts Institute of Technology study, notes that steel is two to three times cheaper than aluminum. And aluminum’s cost is not dropping as robustly as that of lasers. Between 2006 and 2015, the annual average price per metric ton of aluminum has only dropped 12 percent to $1,665, according to the statistics firm Statista.
“If aluminum truly takes off in [the] automotive sector, it will drive the cost of aluminum down while also increasing process knowledge. With greater understanding of the process and increased affordability, all fabricators are more likely to consider aluminum as an easier and more desirable material to work with,” said Havrilla.
Baron said that, with automotive business models trending toward the addition of more technology, “lasers are positioned for more growth.” Garcia added that GM’s usage of lasers “has also grown as we become more confident with the technology.” And given how the automotive and aerospace industries customarily serve as trendsetters, laser makers anticipate some general manufacturers to jump on the lightweighting train. While few other industries are as weight-sensitive as these two, many can benefit from the shipping relief aluminum can provide.
Hurley at Lincoln Electric said the agriculture industry is looking into aluminum to get “more bushels to the gallon of diesel.” Havrilla said extruded aluminum might also be attractive to window frame manufacturers because it could help reduce shipping costs, when compared to steel frames.
“Aluminum has many benefits, from lightweighting to corrosion resistance, so as usage of aluminum increases in the automotive industry, there will certainly be some cross-pollination with other industries,” said IPG’s Stiles.
References
1. D. Sherman (May 20, 2016). How GM is saving serious weight in its vehicles now — and in the future. Car and Driver.
2. A. Luft (Jan. 26, 2013). Deep dive: The light, yet stiff frame of the 2014 Chevy Corvette Stingray. GM Authority.
3. L. Brooke (Jan. 10, 2014). The F-150’s aluminum diet. The New York Times.
4. R. Truett (May 24, 2016). GM lightweighting strategy starts to bear fruit. Automotive News.
Aluminum Laser Welding Options
“Replacing steel with aluminum significantly changes the entire production process,” said Tim Hurley, the global automotive segment manager for The Lincoln Electric Co. in Euclid, Ohio.
For the Ford Motor Co., that is an understatement. In 2014, the company closed its Dearborn, Mich., assembly plant and spent eight weeks and $359 million transforming it to accommodate for the F-150’s all-aluminum body. During that time 1,100 tractor trailers’ worth of robots, conveyor systems and other equipment poured into the facility1. More than just the traditional resistance spot-welding equipment, Ford brought in an array of other joining technologies, including 500 machines for clinching and adhesive applications, flow-drill screwing, self-piercing riveting and laser welding2.

Audi’s A3 body shop. Courtesy of Audi.
While the shift to aluminum “does not necessarily mean more opportunities for lasers,” Hurley said the dynamic that over the past few years saw lasers make steady headway in body-in-white (BIW) manufacturing “is at play with aluminum.” And just as automakers can choose from a variety of joining technologies for their more aluminum-heavy vehicles, their options are just as numerous when it comes to lasers for welding.
Automotive laser welds are primarily performed by robots, which require fiber optic beam delivery. That eliminates CO2 lasers as an option for aluminum welding and makes near-infrared, fiber-delivered lasers, such as fiber, disk and diode, ideal choices for these applications, said Eric Stiles, the applications manager for IPG Photonics Midwest. These solid-state lasers are also attractive because highly reflective metals such as aluminum demonstrate greater energy absorption as the wavelength decreases, according to the Aluminum Association’s The Aluminum Joining Manual. Solid-state wavelengths fall around 1 µm, compared to 10.6 µm for CO2 lasers. Fiber and disk lasers are preferable when high beam quality is required, and direct-diode technology is the best solution for brazing and conductive mode welding, said Hurley. Disk lasers have the advantage of being impervious to aluminum’s back reflection, which limits the capabilities of fiber lasers during welding, said David Havrilla, manager of products and applications for the Trumpf Laser Technology Center in Plymouth, Mich.
“The design of a fiber laser prevents it from managing the back reflection safely, and although certain measures have been developed to address the fiber laser limitations, this laser will shut down to protect whenever a back reflection occurs,” he said.
Additionally, with the introduction of fiber-delivered solid-state lasers with high beam quality, automakers are increasingly using this technology for remote welding. Remote laser welding is a robotic process that enables high-speed and flexible production throughput by using swiveling optics for precise beam positioning3. For example, the Ingolstadt, Germany-based Audi AG’s A8 features aluminum door panels that are joined by a remote laser welding system. The system, which recently placed second in Germany’s Innovation Award Laser Technology, represented the first time an automaker used laser remote welding to join conventional aluminum alloys. It was used for the Audi A8’s aluminum doors and resulted in a 53 percent time savings, compared to tactile laser welding4.
References
1. A. Priddle (Aug. 25, 2014). Ford races to rebuild truck plant for aluminum F-150. USA Today.
2. J. Perry (Oct. 1, 2015). Bodyshop of the future. Automotive Manufacturing Solutions.
3. The Aluminum Association (2015). The Aluminum Joining Manual.
4. Innovation Award Laser Technology 2014. Laser beam remote welding of aluminium for automotive lightweight design. http://www.innovation-award-laser.org/finalists2016_weberpals.html.
Published: September 2016