Pico- and femtosecond lasers are pushing to deliver kilowatt power levels and novel beam-shaping schemes to advance both industrial and scientific applications.
ANDREAS THOSS, CONTRIBUTING EDITOR
If lasers helped to redefine many
manufacturing operations, then ultrashort-pulsed (USP) lasers promise to revolutionize them. They can process almost any material, and they can do so with a precision that extends below micrometers.

Ultrashort-pulsed lasers that can deliver kilowatt powers promise more precise, scalable, and digitally controllable materials processing. Courtesy of Fraunhofer ILT.
This advantage of USP lasers, however, is also their biggest limitation: Ultrashort laser pulses only ablate minute amounts of material. The USP laser community has conducted substantial research to develop stronger laser sources to overcome this limitation.
But has that solved the problem?
“It depends on how you deliver the power,” says Martin Reininghaus from the Fraunhofer Institute for Laser Technology ILT in Aachen, Germany. In April, he cochaired the seventh UKP Workshop in Aachen, where the community for industrial USP lasers meets every other year.
“It takes a lot of engineering in pulse triggering and beam shaping, plus some process knowledge to turn more power into more productivity,” Reininghaus continued. “For example, ablation works best at pulse energies of about seven times the ablation threshold. More energy per pulse reduces the ablation quality.”
High (peak) power
To understand the mechanics underlying these guidelines, it might help to take a broader look at high peak power USP
lasers first. There, kilowatts of power look small compared to the terawatt or even petawatt output from the USP
lasers that are common in large research centers. These power numbers refer to
the peak power of a single pulse, whereas the kilowatt laser power most often denotes the average output power of many pulses.
Most of the large terawatt or petawatt systems deliver <1 pulse per hour, where it makes less sense to speak in terms of average power. Nevertheless, there is a strong need to increase the average power of these large systems. Laser fusion, for example, will not be of great help without (quasi-) continuous power delivery. And that requires lasers that are able to deliver both petawatt peak pulse powers and megawatt average power.
Thus, even within the basic research community, people are developing USP lasers with high peak power and increasingly high repetition rates. An early example was the High-Repetition-Rate Advanced Petawatt Laser System (HAPLS) laser developed at Lawrence Livermore National Laboratory for the Extreme Light Infrastructure Beamlines facility in Dolní Brežany, Czech Republic. This laser has a design specification of 30-fs pulses with 30-J energy delivered with a 10-Hz repetition rate. This gives a peak power of 1 PW and an average power of 0.3 kW.
A higher repetition rate opens a path toward feedback loops that can stabilize the system. This capability is highly relevant, for example, in laser particle acceleration. Electrons accelerated by super-intense USP laser pulses experience a 1000× steeper gradient in the electrical field compared to conventional acceleration schemes using external radio frequency fields. This allows laser-based accelerator schemes to be much smaller and far more energy-efficient, which led a team at Deutsches Elektronen-Synchrotron (DESY) in Hamburg, Germany, to develop a method of injecting laser-
accelerated electrons into a regular electron synchrotron. Their synchrotron, PETRA III, is currently used as a source for extremely brilliant x-rays, which are helpful for various kinds of materials research and testing. Recently, it was used to peer through the focal spot of laser-welding processes. With 20,000 exposures per second, a German team collected precious process knowledge for copper welding1.
The DESY team in Hamburg is currently building a new laser system that will be able to deliver laser acceleration with 1-kHz repetition rates, based on 3 J in 30-fs pulses to enable peak powers of 100 TW and an average power of 3 kW. The so-called KALDERA laser is scheduled for first light by the end of 2023 or early 2024.
Current power limitations
Many petawatt laser systems employ Ti:sapphire crystals for amplification, which possess the necessary bandwidth to amplify pulses with widths <100 fs. These crystals are used in both the HAPLS and the KALDERA systems. Unfortunately, Ti:sapphire crystals have a high quantum defect (i.e., an energy difference between pump and emitted photons) that translates as low wall-plug efficiency. This is no problem for operations requiring a single shot per hour, but it becomes a serious limitation for kilohertz systems.
Systems requiring higher repetition rates are often based on Yb:YAG crystals, which offer much higher wall-plug efficiency and the ability to be directly pumped by diodes. Unfortunately, the bandwidth of these crystals permits only pulse widths of ~1 ps. Yb:YAG-based laser systems need spectral broadening to reduce pulses to <100 fs. For high-energy systems, this is typically performed in a gas-filled Herriott cell, which are limited in size. The system shown in Figure 1 uses a 12-m cell to broaden its pulses to a spectrum suitable for 45-fs pulses.


Figure 1. TRUMPF’s Dira 200 system (top) uses one or two thin-disk laser heads (bottom) for regenerative amplification of ultrashort pulses. The output of the system is specified to 200 mJ and 500 fs at 1 or 5 kHz, respectively. Courtesy of TRUMPF.
The damage to optical components also remains a problem at these pulse intensities, and high average powers can make the damage even worse. In a kilohertz system, the maximum intensity must be reduced by, for example, increasing beam diameter and that of any optics. Heating effects must also be considered.
Scientists are working to address all of these issues. New crystals are under consideration, as well as alternative amplification schemes. Pump diodes must also become cheaper, otherwise a diode-pumped laser that is capable of replacing the National Ignition Facility source would need the equivalent of about $20 billion worth of diodes (by today’s market price), according to a recent memorandum on laser fusion2.
Secondary sources from industry
Laser companies such as Thales Group, based in Paris, are among those pushing USP laser research forward. In addition to participating in the advancement of large experimental terawatt or petawatt laser projects, the company is also developing smaller and cheaper versions of these systems to serve current or emerging markets. They developed the world’s most powerful laser, which delivers 10-PW peak power for the European Extreme Light Infrastructure in Romania. Currently, Thales experts are working with Germany-based Marvel Fusion to advance laser fusion studies at the Romanian facility. If laser technology succeeds in providing a more compact alternative source for accelerating electrons, such tools might replace synchrotron facilities as a source of brilliant short-pulsed x-rays.
TRUMPF Laser GmbH has been attracted by the opportunity to provide such secondary sources due in part to the company’s broad variety of amplification technologies. In a presentation at the UKP Workshop, the company shared its latest advancements toward tabletop secondary sources, including a terawatt laser system that made headlines for its use to attract lightning strikes on a Swiss mountain. The repetition rate of 1 kHz was a crucial success factor for that experiment, as the team stated in an article they published in the journal Nature3.
In addition to such scientific laser systems, TRUMPF further presented industrial systems. All of them perform in the low kilohertz range with maximum output powers ranging from 100 µJ to 700 mJ for sub-picosecond pulses. Among the systems still in development is the TruMicro 9000 that, when released, would be the first 1-kW USP laser from TRUMPF for machining applications. It should be noted that all the systems the company presented in Aachen rely on ytterbium not Ti:sapphire crystals for amplification.
Austin-based startup, TAU Systems, is another company working on laser-driven sources of secondary radiation, such as x-rays, electrons, ions, and neutrons. “Lasers for secondary sources need to be pumped with diodes to reach the efficiency required for applications, and they need pulses shorter than about 150 fs to reach the required intensities and physics regimes,” said founder and CEO Björn M. Hegelich. His company plans to complete a 100-Hz system within the next 12 months to demonstrate the first high-repetition rate laser-driven electron accelerator. Hegelich sees more stringent requirements for future systems. “A laser for the second generation of secondary sources should have a repetition rate of several kilohertz and up to several 10 J of pulse energy.”
Turning power into productivity
Typical industrial-grade USP laser systems offer a maximum of ~300-W average power. Common applications are cutting glass, drilling vias in electronics, and microstructuring tasks. Productivity matters in all these applications, and gains in productivity require more than just power — namely, they require careful engineering of the beam delivery system and a lot of process know-how.
This begins with triggering. Figure 2 shows the problems that improper triggering can cause if a laser system is cutting rounded corners in glass. During the UKP Workshop, Amplitude Laser’s director of R&D, Clemens Hönninger, discussed this problem and how the implementation of an advanced triggering mode allowed customization of the pulse sequence to achieve optimum precision and productivity. Amplitude’s solution includes deceleration and acceleration phases of the scanner for a perfect cut.

Figure 2. Typical problems arising from triggering issues on curved ultrashort-pulsed (USP) laser trajectories. If the spots fall too close (left), they can cause overexposure. A lower repetition (middle) avoids overexposure but can instead leave gaps. Adapted triggering (right) solves these problems. Courtesy of Amplitude Laser.
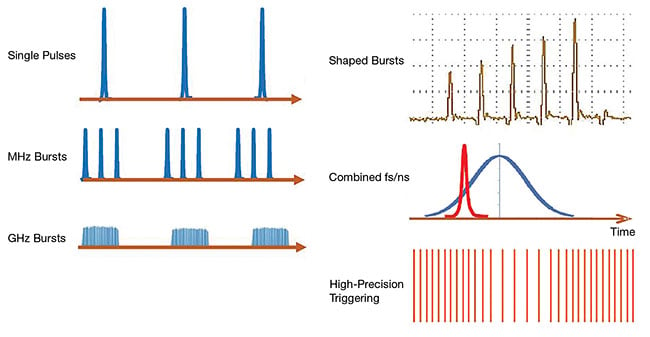
Figure 3. A range of different triggering modes allows a good tradeoff between the precision and productivity of ultrashort-pulsed (USP) lasers. Courtesy of Amplitude Laser.
Lasers from Amplitude feature a range of triggering options to address challenges in glass cutting. Figure 3 sums them up: End-users can employ laser energy in single pulses, bursts, or a series defined by a continuous alteration of pulse distance. It is interesting to see the option to combine femtosecond and nanosecond pulses, where the nanosecond beam allows the removal of large volumes while the femtosecond beam machines precision features where they are needed.
The number of pulses and their amplitude within the bursts can also be controlled (i.e., as shaped bursts). Figure 4 illustrates the benefit of this approach: A 100-W laser with adjustable burst length was used for percussion drilling in glass for which it achieved 30-µm hole diameters and up to 500-µm depths for an aspect ratio of 1:16 without incurring any visible damage to the glass.

Figure 4. Ultrashort-pulsed (USP) lasers can drill holes into glass without visible damage. Courtesy of Amplitude Laser.


Figure 5. A high-power ultrafast laser system is applied with a highly parallelized module with four scanners and six beamlets for each scanner. The four scanner lenses for parallel processing (top). The full processing area (bottom). Courtesy of Amplitude Laser.
The typical average power of the laser that Amplitude’s Hönninger discussed in his presentation goes up to 300 W. He also showed a prototype laser that can deliver 1200-W average power. Also on Amplitude’s roadmap, lasers are packing >500 W of green light or >300 W in UV systems, filling a footprint of only 2.5 × 1.2 m. Both are pure beam sources.
Beam modulation
A number of presentations in Aachen also highlighted the benefits of shaping the beam profile. It is well known that diffractive optical elements (DOEs) can achieve this with certain structures etched into glass. Gwenn Pallier, a product line manager at Cailabs, suggested a new way to shape pulses: multiplane light conversion. The technique bounces a beam several times between two plates that each embed a reflective phase manipulation structure to remove higher order modes or to create a uniform top-hat beam profile. Pallier claimed that multiplane light conversion is more efficient than conventional DOEs and delivers smoother profiles. A particularly homogeneous beam was shown to be superior for several different kinds of glass and metal processing.
Carlo Holly, a professor and chair for Technology of Optical Systems at RWTH Aachen University, spoke at the UKP Workshop about a novel way to extend beam profiling into 3D. He started by using DOEs to create multiple beamlets out of one powerful beam — a typical approach to increase efficiency. This enabled a pattern of 196 beams combined with a zoom lens to perform massively parallel processing. Holly’s new system further used a matrix of eight multichannel acousto-optic modulators with eight channels each to generate a pattern of 64 individually switchable beamlets. The switching is conducted at 400 kHz, synchronized with the laser and the scanner. It is used with a 650-W USP laser source and a real-time process control system.
A bit more futuristic was Holly’s 3D beam-shaping approach using deep neural networks. Achieving this approach requires a series of DOEs to shape the laser beam, and software based on neural networks to optimize the design of the DOEs to be able to generate a certain 3D-beam shape. A set of cascaded DOEs can then manipulate the phase and amplitude of a beam in the x-, y-, and z-axes. Thus, it enables the creation of a specific beam profile with an unprecedented depth of field.
Multibeam technology
The technology for distributing one beam into several beamlets using DOEs was spun into a commercial venture years ago. Today, Pulsar Photonics, a Schunk company, employs about 75 people to manufacture industrial materials processing machines combining USP lasers with multibeam and multiscanner technology.
One of Pulsar’s founders, Stephan Eifel, spoke at the UKP Workshop about what the technology could offer soon. One trend he sees is the ability of USP lasers to remove larger volumes of material. “We speak about 10,000 cubic mm or even more,” he said. Applications affected the most by this ability are in the fields of semiconductors, batteries, or ceramics processing. More power and beam modulation in time and space are the ways to reach the appropriate efficiency.
One new challenge Eifel noted is improving the stability associated with USP lasers. “One job may take 100 or even 1000 hours and the machine has to deliver constant performance throughout this time,” he said.
He added solutions to upscale the production of these systems. Multibeam systems, for example, are great for processing periodic structures such as filter sieves more quickly, while a multiscanner setup is better to increase the output of nonperiodic structures. Typical applications for either system include drilling of printed circuit boards or laser structuring of battery foils, which have been performed with a combination of multiple scanners and multibeam optics. Figure 5 shows one such system that applies a 160-W laser source with a pulse energy of >1 mJ. The beam is distributed through four scanners that each assign six beamlets for a total of 24 beamlets with 3.5-W average power. The system is used for structuring 250-mm-wide bands at speeds of 1 m per min. “The industry actually needs 30 to 50 m per minute,” Eifel said. More power and more beamsplitting will certainly offer a way toward higher speeds, but scanner dynamics will be at their limit.
Summary
Step by step, USP lasers are evolving to expand into new markets. They are effective tools for tasks such as processing glass for displays, or high-speed drilling of via holes in printed circuit boards. Surface structuring for functionalized surfaces is another application on the rise.
Temporal and spatial modulation combined with multibeam optics are poised to help increase processing efficiency. Inline process monitoring and predictive maintenance are emerging demands, while real-time processing of the required data remains a challenge.
USP lasers delivering average powers of 300 W are now available, but kilowatt systems for materials processing remain in the prototype stage. Meanwhile, for evolving scientific projects, more average power and extremely high peak powers are required, which is generating strong demand for further development of USP laser sources, amplifiers, and optical components.
References
1. A. Thoss. (July 2023). The path to secondary sources. Photonics Spectra, p. 42.
2. Bundesministerium für Bildung und
Forschung 2023. Memorandum laser inertial fusion energy, www.bmbf.de//SharedDocs/Downloads/de/2023/230522-memorandum-laser-inertial-fusion-energy.pdf.
3. A. Houard et al. (2023). Laser-guided
lightning. Nat. Photonics, Vol. 17, pp. 231-235.