Double-sided lapping and polishing utilizes planetary action with the combination of a top and bottom plate to precisely grind and polish precision, parallel optics.
Michael Naselaris, Sydor Optics Inc.
Double-sided processing is a batch-type process that uses planetary action — generally with loose, abrasive particles suspended in a liquid vehicle — to abrade material almost equally from both faces of the material (Figure 1). Because of the nature of the process, it is relatively stress-free in that it induces minimal thermal distortion.
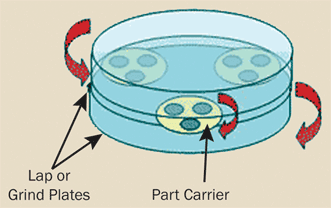
Figure 1. Planetary action in double-sided processing.
In theory, the process requires a minimum of three parts. The actual number is determined by part quantity, part size, and machine size. With double-sided lapping and polishing (DSLP), the optical components are held in geared or sprocketed carriers that are driven in a planetary motion covering the full surface of the lapping plates and are subject to continually changing direction of rotation. They are processed between an upper and lower plate that, depending on machine design, can rotate either in the same direction or opposite directions, or remain stationary. The workpiece and plates slide over one another on a loosely applied slurry of abrasive particles in a liquid vehicle delivered through the top plate (Figure 2).
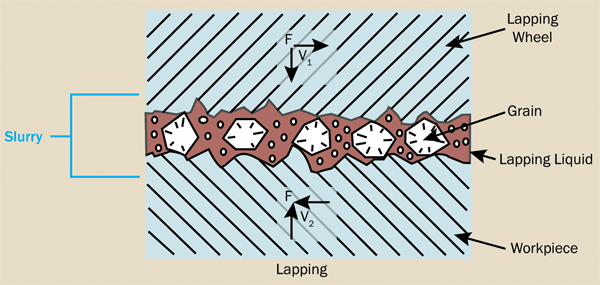
Figure 2. A cross-section view of abrasive particles in a liquid vehicle.
The slurry performs the stock removal as the abrasive grains roll and slide between the two plates and the workpiece. For polishing, the abrasive type is changed, the particle size is reduced, and polishing pads are applied to the lap plates. This combination results in slower stock removal rates and provides a much improved surface finish. Lapping and polishing slurries can be recirculated depending on cost and process performance.
Sequential removal
Each step removes the subsurface damage incurred during the previous process and prepares the parts for parallelism, surface roughness and thickness for the next process. By the completion of the process, the workpiece becomes a mirror image of the lapping plates. Ideally, the plates should match in that one is slightly concave and the other equally convex.
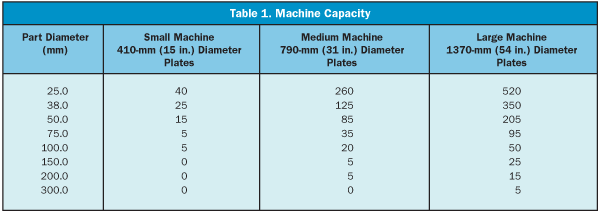
DSLP machines differ in size and available options (Figure 3). They are manufactured with plates as small as 100 mm (~4 in.) in diameter up to standard sizes around 1680 mm (66 in.), and custom machines are available with even larger plates exceeding 6 m. Equipment generally runs with five carriers, though less or more are possible. Table 1 shows equipment capacity. Regularly manufactured DSLP equipment costs range from $22,000 to over $500,000, though larger, custom machines can easily exceed $1 million. Some machines have only carrier rotation (one way), while others have lower, upper plate rotations with the carriers able to rotate independently based on the inside diameter (ID) and outside diameter (OD) gear rotations (four way). Machine pricing also depends on additional options such as automatic machine loading and unloading, automatic thickness control, controllable slurry/rinse delivery systems, custom plate materials and configurations, in-process lap plate conditioning, retractable ring gear, and water-cooled machining plates, to name just a few.
Figure 3. 5400 double-sided lapping machine. Courtesy of P.R. Hoffman.
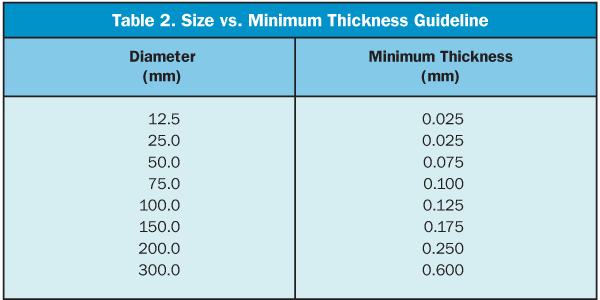
The most elementary variables, aside from optical material, involve part geometry and size. Parts can be square, rectangular, trapezoidal, round, elliptical, or polygonal. Round parts yield better results because they can rotate around their own axis. Also, minimum thickness limitations are lower with round parts.
Parts can be processed using DSLP from 0.025 mm (0.001 in.) in thickness up to the limitations of the specific machine, with a general consensus of about 50 mm (~2 in.). With thinner parts, the limiting factor is the aspect ratio of the part’s largest dimension (diameter or diagonal) to the thickness. The higher the aspect ratio, the higher the probability that the glass will distort or become damaged during processing, and the more difficult it is to obtain uniform surface conditions on both surfaces. Pricing increases for parts with higher aspect ratios. Table 2 demonstrates the minimum thicknesses generally possible on DSLP machines, machine specific, of course.
Just as there are specialists within each optical manufacturing discipline, there are specialists within DSLP processing. There is some overlap between the various machines, capabilities, and experiences between vendors. Some specialists have more experience with thinner, smaller optics, while others favor medium to larger parts. Some vendors are more successful at transmitted wavefront and parallelism, while others add improved surface flatness to this list. The variability in companies that provide DSLP services also extends to different materials, as well as to the diversity of available quality, ranging from commercial to precision.
Different materials have different stock removal rates, along with other concerns for achieving the required specifications. The importance of surface and thickness preparation prior to DSLP operations is directly related to the expected finished product; therefore, it is best to start with all parts within the batch at under 0.1 mm (0.004 in.) in thickness variation.
The major variables in the process design that are controlled by the machine are plate rotation (presence of rotation, along with the direction and speed of rotation), slurry composition and flow rate, force, and time. DSLP machines have sophisticated computer-controlled systems with a variety of programmable process variables that can be set for repeated use in the future, as well as for cloning and modifying for other programs. They enable a smoother process and minimize the risk of machine crash by allowing the force and speed to be ramped up and down slowly. By using load cells, the top plate weight or downforce can be adjusted and maintained to apply a precise amount of force on the parts.
What’s available
The number of planetary actions available determines the process design limitations of the DSLP equipment. Two-way planetary motion is usually available on smaller machines that allow the carriers to rotate around their own axis as well as around the axis of the plate. With three-way planetary action, the bottom plate may be fixed in a nonrotating position, with the carriers orbiting the sun (center) gear and the addition of the top plate rotating around its axis. With four-way planetary motion, there is independent rotation of the upper and lower plates, along with the sun (ID) and ring (OD) gears.
Some DSLP vendors prefer four-way planetary action because the more variables they can control, the better they are able to equalize material removal rates from both sides of the workpiece. Others prefer fewer variables and simplicity in process design. Each user must also consider the proper variables to help maintain plate/pad flatness for optimal running conditions.
The performance of the process consumables is as important as the performance of the machine-controlled process variables. The carrier (workpiece holder) design is one of the most important. This can range from simple to complex, utilizing corner reliefs, additional holes for slurry and sacrificial glass (outriggers), based on the required specifications.
Specifications for size and location of the clear aperture, surface flatness, transmitted wavefront, and parallelism requirements can lead to complex designs. Parts that require more precise specifications are generally placed closer to the center of the carrier without overlapping it, so they do not extend out past the edge of the polishing pad. Some DSLP vendors make carriers for grinding that overlap the plate’s edge while their polishing carriers do not. Most vendors offering DSLP services use similar rules when designing carriers with minor changes. Some companies that specialize in precision use very strict rules, such as only using an odd number of cavities for parts and always using an odd number of carriers per run. Commercial optics fabricators use the general rule that more parts per run equal lowest piece prices.
An additional advantage to processing parts using DSLP is that carriers can be designed to run several different parts together as long as they have the same finish thickness. Although carriers are usually a specified fraction (1/2 to 7/8 part thickness), the thinner the part, the more important it is to have the carrier as thick as possible. There is some flexibility in the guideline, allowing their use with parts of the same shape and different thickness. This eliminates unnecessary tooling costs in most instances. When dealing with thin parts (<1 mm), the carrier thickness to finish part thickness is much more critical.
When projects require quick delivery, parts can sometimes be run in existing tooling with minor alterations, allowing the tools to be multifunctional. An example of using this emergency guideline would be to run 100-mm diameter parts in carriers with workpiece holes of 100 mm square, given sufficient thickness of the parts and carriers for reasons of strength and integrity.
Standard carrier materials used in optics manufacturing include spring steel (ideal for thin work), Lamitex (ideal for thicker parts and the most popular carrier material), PVC (for processing relatively thick parts) and Lexan (for scratch-free polishing). There are also custom carriers that have an insert feature such as PVC lining to protect the edge profile of a wafer while providing the strength and durability of a traditional steel carrier. This type of carrier is commonly used for processing glass wafers. Although most vendors offering DSLP services purchase their carriers, a few design and make their own.
One by-product in polishing round parts is that the part edges do get smoothened and polished somewhat, based on the time on the polishing machine.
A range of prices
Carriers are considered consumable tooling with a finite lifetime. The price for a set of carriers can range from under $100 per set for a small machine to more than $1500 per set for a large machine, depending on the number and shape of the workpiece holes, carrier material and thickness, and other features.
Another major variable in the performance of the DSLP process is the proper combination of consumables. In lapping, one has the option of choosing plate serrations and plate materials. The majority of companies that provide DSLP processing grind with high-density cast iron lap plates with a cross-hatch of serrations to evenly distribute the slurry. The waffle pattern helps release the suction bond between the top plate and the parts when the cycle is complete. Few applications require the use of glass lap plates, which are quite convenient because of their ease in correcting plate flatness and cost. The lapping plate is monitored using a flatness gauge consisting of a straight line spherometer indicating deviation from the ideal plane.
The most widely used abrasive for lapping is aluminum oxide (Al2O3). Other materials, such as garnet, silicon carbide (SiC), and boron carbide (B4C), are also used, depending on costs and the optical materials being processed. Using them involves mixing the abrasive particles with a liquid vehicle and a suspension agent that evenly distributes the abrasive over the lap plate and reduces settling, thereby aiding in the effectiveness of recycling of the slurry. Additional factors that affect performance are slurry concentration, Baume, and pH.
Now there are a large variety of diamond pellet options available for the grinding portion of the process (Figure 4). Another alternative for slurry-free, fixed diamond abrasive is manufactured by 3M — Trizact diamond tile. These fixed abrasive pads are applied to the lap plates via pressure-sensitive adhesive and are used with water-based mineral-free grinding coolants. They can be material-specific and have various abrasive sizes for different materials. They produce a lapped surface with greatly improved finish while shortening polish time. Other advantages are that the abrasive pads prevent the lap plates from being consumed, and that the parts and machines are easier to clean, resulting in further savings.
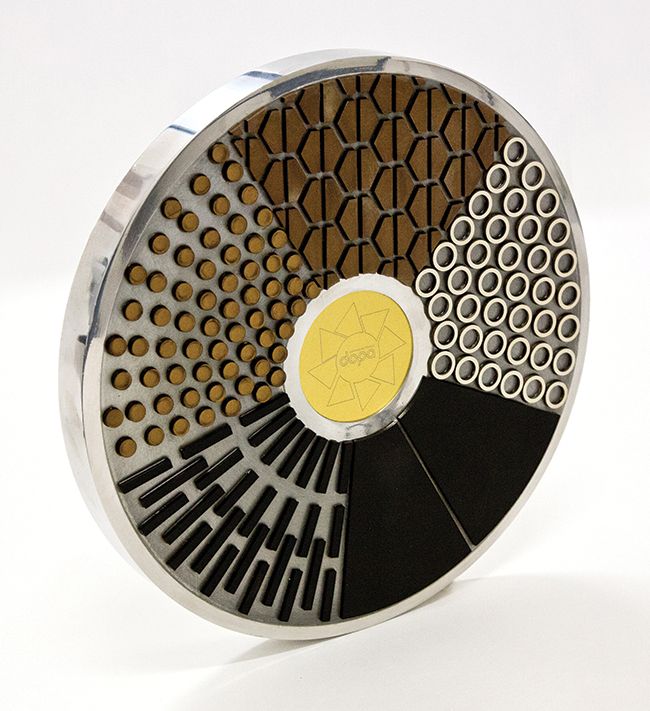
Figure 4. Variety of diamond pellet options for grinding. Courtesy of dopa Diamond.
With polishing, either cast iron, stainless steel, or glass lap plates are used in conjunction with polishing pads. Polishing pads, primarily polyurethane-based with additives, vary in that each provides different performance on various materials when combined with various polishing slurries. The combinations of polishing pads and slurries are made with guidance from suppliers, personal experience, and the experience of fellow optics companies. For the most part, they vary in compressibility, method of adhesion, and patterns of grooving and embossing. Polishing compounds are primarily aluminum, cerium, and zirconia oxides, along with colloidal alumina and silica. The use of diamond as a loose abrasive for DSLP polishing is also common with other optical materials.
Conditioning of the polishing pad is of the utmost importance for maintaining consistent performance. This can be accomplished by using either one or a combination of hand brushes, brush carriers, or bonded-abrasive diamond rings. All perform the function of removing embedded materials that are glazed onto the surface of the polishing pads. They are used frequently, usually a couple of times a day, depending on the point in the pad’s useful life and the polishing pad/ slurry combination.
Benefits
Although DSLP utilizes slower stock removal rates, it is quite fast in relation to conventional or pitch polishing techniques. Combined cycle times of lapping and polishing generally start around two hours and can extend to over 10 hours based on part size, quantity of parts, thickness, and required stock removals at each production step. Within this time frame, it achieves exceptional transmitted wavefront and parallelism while providing a first-rate surface finish. The process itself is relatively stress-free and suitable for most optical materials. An additional advantage is that size control is consistent over small to large batch sizes. Finish thickness of parts can be controlled to better than 0.001 mm, based on proper selection of the process variables.
As a function of the plate flatness and the process design, the parts generally have fractional-wave transmitted wavefront and can achieve typical specifications of better than 1⁄20 wave on smaller parts and better than 1⁄4 wave on larger parts. Although surface flatness does not match the exceptional results of transmitted wavefront, it commonly falls within a range of several waves down to a fraction of a wave over the entire clear aperture. The DSLP process also yields superior parallelism, with typical results under 20 arc seconds with process and carrier design improvement results in the subsecond range. Another by-product of this process’s slow and controllable stock removal rate is size regulation and total thickness variation that is consistent over small or large batches. As for surface quality, scratch-dig specifications can be better than 20-10, with surface roughness in a range between 3 and 20 Å, primarily based on the pad/slurry combination. Some DSLP vendors also employ a secondary polish process to improve cosmetics and surface roughness.
The same machine can accommodate a variety of part sizes and thickness with a quick change in tooling. A run of parts can start processing as soon as just a few minutes after the end of the previous run, depending on the quantity of parts to be unloaded and loaded onto the machine. The tooling change takes place in under one minute.
Overall part size and weight limitations are dependent on machine size. The smallest machines can run parts as small as 10 mm in diameter, while the larger, custom machines can run parts in excess of 1000 mm in diameter/diagonal with weights exceeding 25 kg (55 lb).
The DSLP process can manufacture parts that are either transmissive or reflective, with the most popular being filters, plate beamsplitters, wafers, and windows.
The fabrication of wafers from the semiconductor industry has been transferred to the production of glass wafers for the ever-increasing need of substrates for the diffractive and refractive optics, MEMS, display, and microfluidics industries. The precision of the process also yields optics such as debris shields for high-power laser applications.
For optical-quality mirrors, DSLP is cost-efficient in that one can process large quantities while achieving the desired results. Optical materials such as ULE and Zerodur are also processed using DSLP for use as precision spacers or mounting substrates.
Materials processed with DSLP can be used in applications from the UV to the IR. Although DSLP can be used for a large variety of materials, the majority of products manufactured are usually made out of a small handful of materials such as B270, BK-7, Borofloat, calcium fluoride, crystalline quartz, filter glasses, fused quartz, fused silica, germanium, magnesium fluoride, sapphire, silicon, soda lime, ULE, Zerodur, zinc selenide, and zinc sulfide.
Acknowledgment
The author wishes to thank dopa Diamond, P.R. Hoffman, Speedfam, 3M, and Universal Photonics for their assistance with this article.