A combination of chemical engineering, fluid dynamics and optical techniques can detect the extent of biofouling on pipe walls and analyze its constituents to determine the most effective cleaning process.
Mark Fornalik, Ethox International
Biofilms typically are bacterial and/or fungal organisms that colonize in slime films on the inside surfaces of pipes, vessels and equipment that handle and process liquids. They result from biological fouling, or biofouling for short, and can be found in all manner of industrial processes: food and beverage and pharmaceuticals manufacturing, in ultrapure water and petrochemical processing, and even in producing nuclear energy. In most processes, biofilms generally are regarded as a cause of product quality problems (spoilage, bad taste and odor), along with process downtime (increased cleaning times) and other forms of waste.
Biofouling can be very difficult to detect using traditional microbiological culturing methods, which typically involve sampling the inside of a pipe wall with a sterile cotton and culturing in a microbiology lab the organisms recovered from this swab.
The organisms found in biofilms, however, are not always easily cultured, resulting in an underestimate — or no detection at all — of the true biofilm population inside a liquid-handling system. This also means that traditional microbiology techniques cannot be used reliably to determine the health or cleanliness of a piping system.
Biofouling also can be very resistant to standard clean-in-place methods in a manufacturing process because the organisms produce polymeric materials (exopolymer) for protection and insulation from the environment and for enabling attachment to the pipe wall.
Both factors — the difficulty of detecting biofilms with traditional methods and the organisms’ resistance to chemical cleaning — make finding and controlling biofouling in industrial processes a challenge. Fortunately, a combination of disciplines can be used to develop unambiguous data on biofouling and system cleanliness. For example, chemical engineering and fluid dynamics can provide some guidance on system health, while specular reflectance Fourier transform infrared (FTIR) spectroscopy can capture a fingerprint of the organic constituents of the fouling film, and epifluorescence optical microscopy with the appropriate fluorescent nucleic acid stains can help determine whether the pipe wall fouling is biological or synthetic chemical in nature.
Whereas an optically flat specularly reflective surface provides an optimum substrate for various forms of nondestructive surface analysis — including FTIR, ellipsometry, x-ray photoelectron spectroscopy and various forms of microscopy — a curved pipe surface is difficult to analyze. We use 316L-grade stainless steel, mechanically polished to a 1-microinch-mirrorlike finish and placed in a fitting to be as flush with the fluid path of the pipe wall as possible (Figure 1). Thus, the fouling deposition events that occur naturally on the pipe surface also occur on this polished plate surface. The plate, or fouling cell, unlike the pipe itself, can be removed readily from the system for analysis.

Figure 1. A sanitary fouling cell assembly comprises two mirror-polished fouling cell discs inserted into central housing until the mirrored surfaces are flush with the interior wall of the housing, where they are exposed to product flow as well as to process cleaning treatments. They are removed for FTIR and epifluorescence microscopy examination.
Fingerprinting
Installing an array of fouling cells in a production system enables the fouling events to be sequenced in time (Figure 2). FTIR data provides biofilm chemistry information, and plotting the FTIR peak heights as a function of fouling cell exposure time provides information on the fouling rate. Knowing the biofilm chemistry and the rate of biofilm formation provides a solid foundation on which to design a clean-in-place system. FTIR also can generate objective data on the effectiveness of the current cleaning procedure as well as on the proposed cleaning methods.
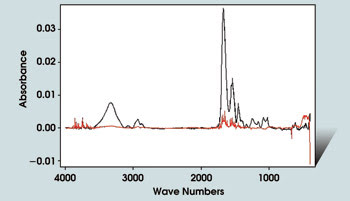
Figure 2. This FTIR spectrum of two- and four-day gelatin biofilms was taken after daily 60 °C water flush cleaning. The largest peaks are the amide I and amide II (1650 and 1550 cm–1, respectively), which are characteristic of protein or polyamide. Other significant peaks include the broad peak at 3300 to 3400 cm–1, representing bound water and protein, and the triple peaks of hydrocarbon absorption at 2950 cm–1. Native gelatin is water-soluble, and the spectra acquired after the process water flush indicate the presence of a water-insoluble, protein-dominated biofilm that increases in thickness (IR peak height is a function primarily of film mass) as a function of time (the red spectrum is the two-day biofilm, and the black spectrum is the four-day biofilm).
Biofilms can have a variety of FTIR signatures, and the cleaning agent must be chosen based on what will work best for the chemical nature of the biofouling present. The two FTIR signatures shown in Figure 3 indicate biofilm chemistries that are very different. The red spectrum, which represents the biofilm from a liquid gelatin-handling system, is dominated by polyamide peaks (1650 and 1550 cm–1). Bleach cleaning (sodium hypochlorite) would be a good first step in cleaning a protein-dominated biofilm. The black spectrum, on the other hand, which represents a biofilm that formed in a saltwater-handling system, is dominated by carbohydrate (the large, broad peak around 1000 cm–1), hydrocarbon (the triple peaks in the 2950 cm–1 region), ester (the small sharp peak at 1740 cm–1) and protein (the small peak at 1650 cm–1). For this saltwater biofilm, cleaning would require two or three steps, starting with improved water flush flow velocities (to reduce the carbohydrate peak), followed by bleach treatment (to eliminate the protein peak) and, finally, cleaning with an inorganic acid to eliminate the ester, hydrocarbon and remaining carbohydrate peaks.
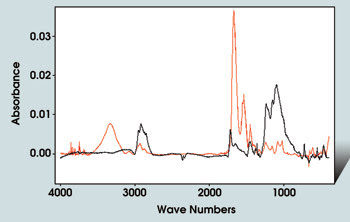
Figure 3. Biofouling organisms can generate various exopolymers to glue themselves to surfaces in various environments. This figure shows the FTIR spectra of biofilms from two aqueous systems: a liquid gelatin-handling system and a saltwater-handling system. The cleaning required to dissolve a protein-dominated biofilm differs from the chemical cleaning required to dissolve a carbohydrate/hydrocarbon-dominated biofilm.
Optical inspection
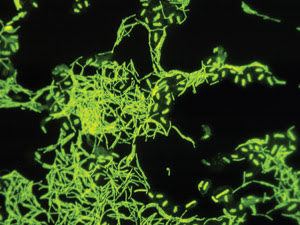
Fluorescence microscopy can provide visual evidence of the efficiency of a cleaning system (Figure 4). After FTIR analysis, the fouling cell discs are stained with acridine orange, which binds to nucleic acids and fluoresces under blue light (450- to 500-nm excitation, with broad emission in the green and yellow regions). The discs then are examined with a fluorescence microscope (in this case, a BH60 from Olympus America of Melville, N.Y.), using reflected light and broadband ultraviolet illumination. Images are captured with either a low-light-level video or with a CCD camera.
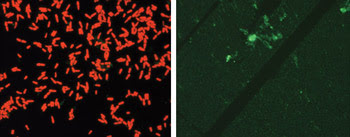
Figure 4. These epifluorescence optical microscopy images show biofilm remaining on a fouling cell disc surface after a water flush process (left) and after a chemical clean-in-place process (right).
Until now, understanding what happens on an industrial pipe wallduring product flow and subsequent cleaning was truly a research project. However, fouling cell technology and fluorescence microscopy easily can reveal that a cleaning-resistant biofilm has formed in the production process, and inspection methods can demonstrate the effectiveness of current cleaning techniques versus proposed ones.
Meet the author
Mark Fornalik is director of biofouling science and analytical chemistry with Ethox International’s STS Life Sciences Div. in Rush, N.Y.; e-mail: [email protected].